Hvordan maskinere API-spor mer kostnadseffektivt

{kind=link}
{kind=link}
{kind=link}
{kind=link}
I tillegg gjelder dette ikke bare komplekse funksjoner, men også en rekke relativt ukompliserte, men avgjørende funksjoner som må utføres effektivt og feilfritt. Et godt eksempel er maskinering av API-spor, der en ny løsning kalt "SpiroGrooving" nå kan redusere maskineringskostnadene til langt under det nivået de har ligget på, melder Sandvik Coromant.
Rom for forbedring
API-tetningsringspor er avgjørende deler av rørlinjer, ventiler, pumper og trykkbeholdere. Disse sporene må ofte produseres i store antall og med korte leveringsfrister. Utfordringen blir enda mer krevende når spesifikasjonene omfatter arbeidsemner i krevende materialer som rustfritt stål, Inconel-belagt stål og i massive Inconel-legeringer, samtidig som det kreves svært presise dimensjoner og overflatefinish (Ra 0,4 til Ra 0,8 µm). Arbeidet er ofte en del av et hektisk produksjonstempo, der alle feil har kostbare konsekvenser i form av kostbare detaljer, tapt arbeidstid og arbeid som må gjøres på nytt. Kort sagt, det er rom for forbedring innen maskinering av API-spor.
Ny løsning
Hvordan ser disse sporene ut? Vanlige API-sportyper som R, RX eller BX har vanligvis 75 til 160 mm diameter, mens spordybden vanligvis er under 10 mm (veggene i sporet har som standard en vinkel på 23°). Tetningsområdet i en API-tetningsring er relativt lite, med høyt kontakttrykk som gir høy pålitelighet for bruk i oljeindustrien. Resultatet er at riktig maskinering får avgjørende betydning.
Heldigvis finnes det en ny, dedikert løsning som gjør maskineringen av API-spor lettere, raskere og mer kostnadseffektiv enn tradisjonelle innstikk- og radialdreieoperasjoner. Den nødvendige grovbearbeidingen og finbearbeidingen innebærer store skjærekrefter som begrenser verktøyets levetid. I tillegg er innstikk- og radialdreieprosesser langsomme og kostbare, og gir ingen fleksibilitet når det gjelder størrelsen på spordiameteren. Både maskinerings- og verktøykostnadene blir svært høye.
Den nyeste og mer avanserte tilnærmingen bruker derimot en ny type indekserbare verktøyinnsatser og nye metoder. Den er basert på velprøvde konsepter og nyskapende maskinering, og gir effektiv, lettskjærende sirkulær ramping samtidig på sporets utvendige og innvendige diameter. Den nye prosessen heter SpiroGrooving, og tilbyr en rekke fordeler ved maskinering av API-tetningsringspor: vesentlig redusert bearbeidingstid ved høyere skjæredata, eksepsjonelt høy prosessikkerhet, bredt bruksområde med en liten verktøybeholdning, enkel bruk og enkle oppsettprosedyrer, melder produsenten.
Hva er SpiroGrooving?
SpiroGrooving er et varemerke for en patentert nyskapning innen maskinering av spor til tetningsringer. Gjennom smart bruk av dedikerte skjæreverktøy fremfor ren kraft blir maskineringsprosessen sikrere og mer effektiv. Programmene for SpiroGrooving fremstilles (med relevante applikasjonsdata) ved bruk av en proprietær kalkulator/generator med et brukervennlig brukergrensesnitt.
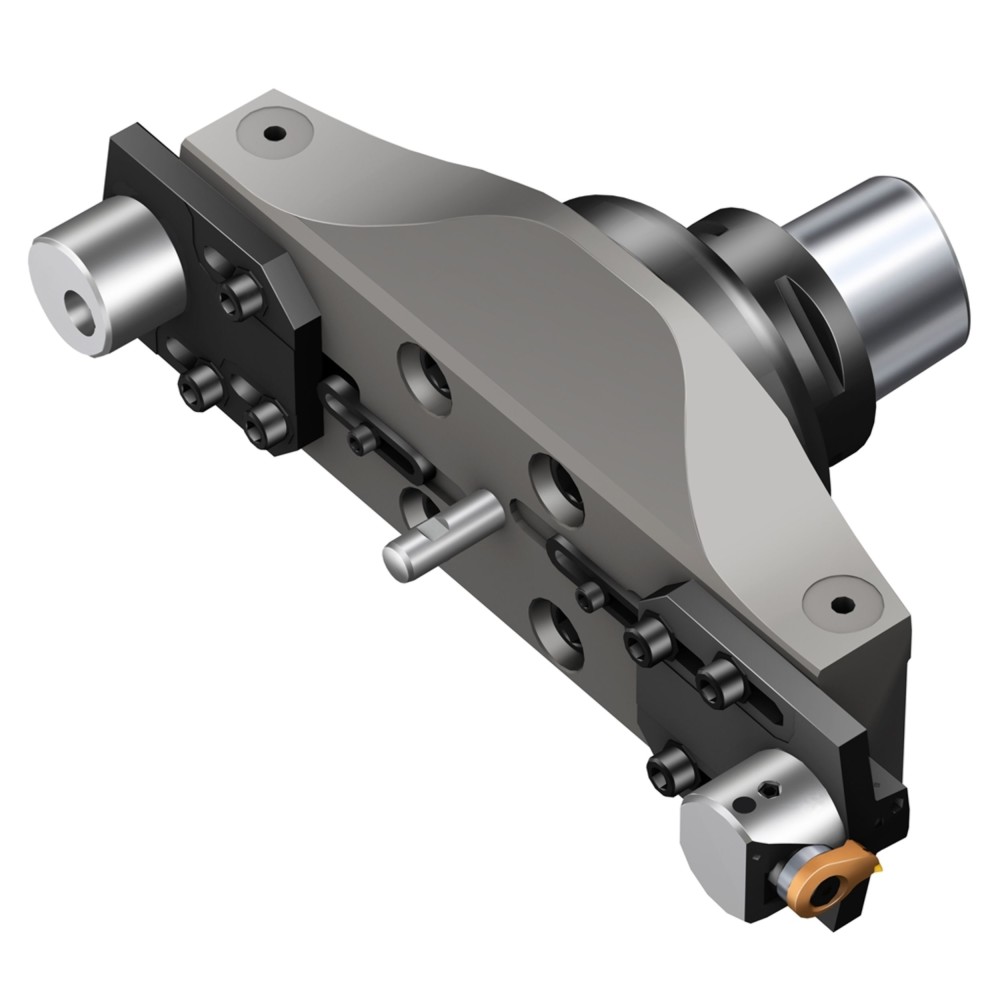
Verktøyvalg for SpiroGrooving er basert på standard modularitet for å sikre bred fleksibilitet ved spormaskinering. Der konvensjonelle metoder krever et nytt sett verktøy for hver sportype eller -størrelse, dekker ett SpiroGrooving-verktøy en rekke diametere, og gir fleksibel produksjon med en så liten verktøybeholdning som mulig. I tillegg brukes ett enkelt verktøy til både grov- og finbearbeiding. SpiroGrooving-verktøyet har en ukomplisert, smart, toegget utforming med to skjær med V-form basert på boresystemet CoroBore XL. Platen på verktøyet har to separate, sideveis justerbare glideplater som også har boltlåsing for å gi maksimal verktøystabilitet. Verktøyet kan kombineres med ulike maskinspindelgrensesnitt, for eksempel Coromant Capto eller HSK, samt forlengere og reduksjoner for tilpassing av verktøyet. Hver sleide har seter med serraterte låsekoblinger for de to skjærehodene. Det er full radiell justeringsmulighet innenfor spordiametere for hvert verktøy fra 50 til 290 mm. Verktøyinnstillingen er en enkel prosedyre der skjærekantene for utvendig og innvendig diameter stilles inn ifølge nødvendig stigningsvinkel for en spesifikk spordiameter.
Minimal belastning
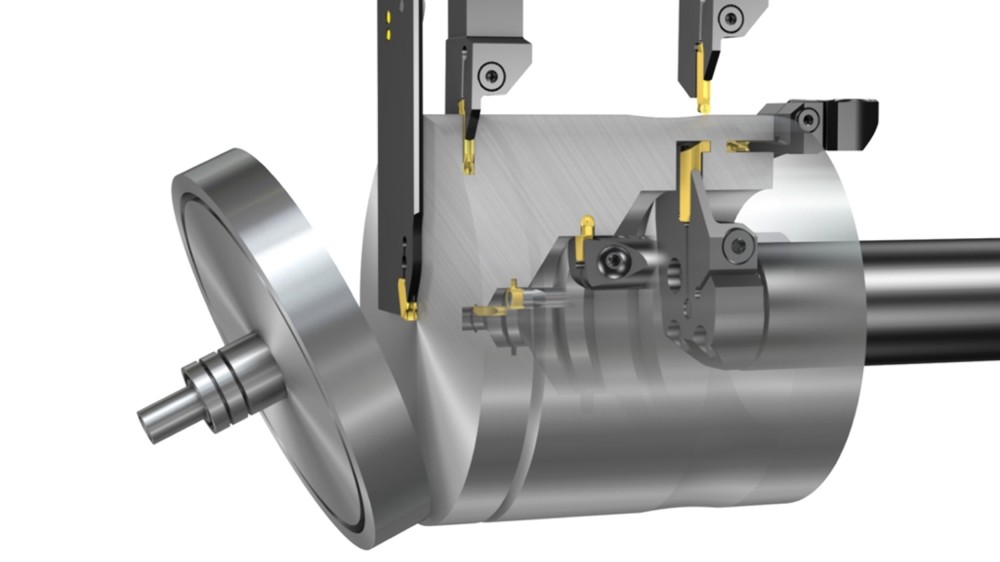
Selve verktøybanen bruker avfaset, sirkulær ramping der skjærekontakten samsvarer med en innstilt rampingsstigning for hver omdreining. Den eneste nødvendige innstillingen gjelder verktøydiameter, som må samsvare med sporets diameter øverst. Kalkulatoren genererer programmet basert på noen få parametere, som spordiameter, prosesstigning (vanligvis 1 mm for Inconel og 2,5 mm for stål) og den valgte maksimale spontykkelsen (typisk 0,18 mm). En annen god nyhet er at belastningen på skjærekanten er minimal og fører til tynnere spon. Dette gir høye skjæredata med korte maskineringstider, mens kontrollen over spondannelsen ved finbearbeiding også er imponerende, i følge Sandvik Coromant.
Reduserte syklustider
Fordelene ved SpiroGrooving vises tydelig i en eksempelstudie som nylig ble utført hos en kunde. Her krever et ventilhus spor av BX-type med en spordiameter på 101 mm, en bredde på 16 mm og en dybde på 7,5 mm. Med det tidligere konseptet med radial dreiing med flere egger var den totale maskineringstiden to minutter. Dette ble oppnådd med en skjærehastighet på 187 m/min, og matehastighet på henholdsvis 100 og 50 mm/min. Ingen diameterfleksibilitet var tilgjengelig, og verktøyinnstillingen var en relativt langvarig prosedyre. Ved overgang til SpiroGrooving, og ved en skjærehastighet på 300 m/min og matehastigheter på 392 og 50 mm/min, ble maskineringstiden redusert til bare 50 sekunder (en tidsbesparelse på 58 prosent). I tillegg kunne verktøyet enkelt brukes og tilbakestilles for flere andre diameterområder for tetningsringspor.
Optimert prosessikkerhet
Konklusjonen er at kombinasjonen av metode og verktøy utgjør en unik nyskapning innen maskinering av tetningsringspor. Med SpiroGrooving kan produsenter som lager API-spor oppnå vesentlige fordeler. For det første oppnås en vesentlig reduksjon i maskineringstid, ofte halvparten eller til og med en fjerdedel av konvensjonelle prosesser, gjennom optimerte skjæredata og effektiv grovbearbeiding og finbearbeiding. I tillegg blir spordannelsen kontrollert gjennom vekslende innkobling av skjærekant og sponbryterinnsatsens geometri. Blant de andre fordelene ved denne brukervennlige prosessen er lengre og mer forutsigbar verktøylevetid med en maskineringsprosess som er skånsom mot skjærekanten og bruker den nyeste teknologien innen skjærkvalitet. I tillegg blir prosessikkerheten optimert gjennom lett maskinering, med en kombinasjon av velprøvde verktøykonsepter med høy stabilitet og presisjon som er både standardisert og modulbasert.
For mer informasjon besøk: www.sandvik.coromant.com/no