Lettskjærende, allsidige endefreser setter ny standard
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Målet til Sandvik Coromants design- og utviklingsteam var klart: Å skape et ekstremt allsidig skjæreverktøy for effektiv fresing i mange forskjellige operasjoner og materialer. Løsningen måtte gi mulighet til problemfri, pålitelig fresing, og det skulle være enkelt å feste skjær, for økt prosess sikkerhet. Resultatet, CoroMill 390-verktøy med skjær størrelse 07, et produkt som er nært knyttet til to andre innovasjoner fra Sandvik Coromant: Coromant EH-modulsystemet, og den nye kvaliteten for stålfresing GC1130.
Kan være avgjørende
Som for alle andre innovasjoner fra Sandvik Coromant er også denne utviklet for å løse kjente maskineringsutfordringer som er avdekket gjennom omfattende markedsundersøkelser og tilbakemeldinger fra kunder. Bedrifter med variert produksjon må takle den daglige usikkerheten ved ikke å vite hvilke jobber som kommer inn. Under slike forhold, med forskjellige komponenter og materialer, er det umulig å ha et optimert verktøy for hver eneste komponentegenskap. I stedet kreves et sett verktøy som gjør maskinverksteder i stand til å produsere alle slags komponenter. Hvis man har CoroMill 390-fresene, spesielt med den nye skjær størrelsen 07, kan det bety forskjellen på å være i stand til å dekke kunders behov og å si nei til oppdrag på grunn av manglende evne til å produsere komponenter, mener den svenske verktøyprodusenten.
Reduserer verktøyskift
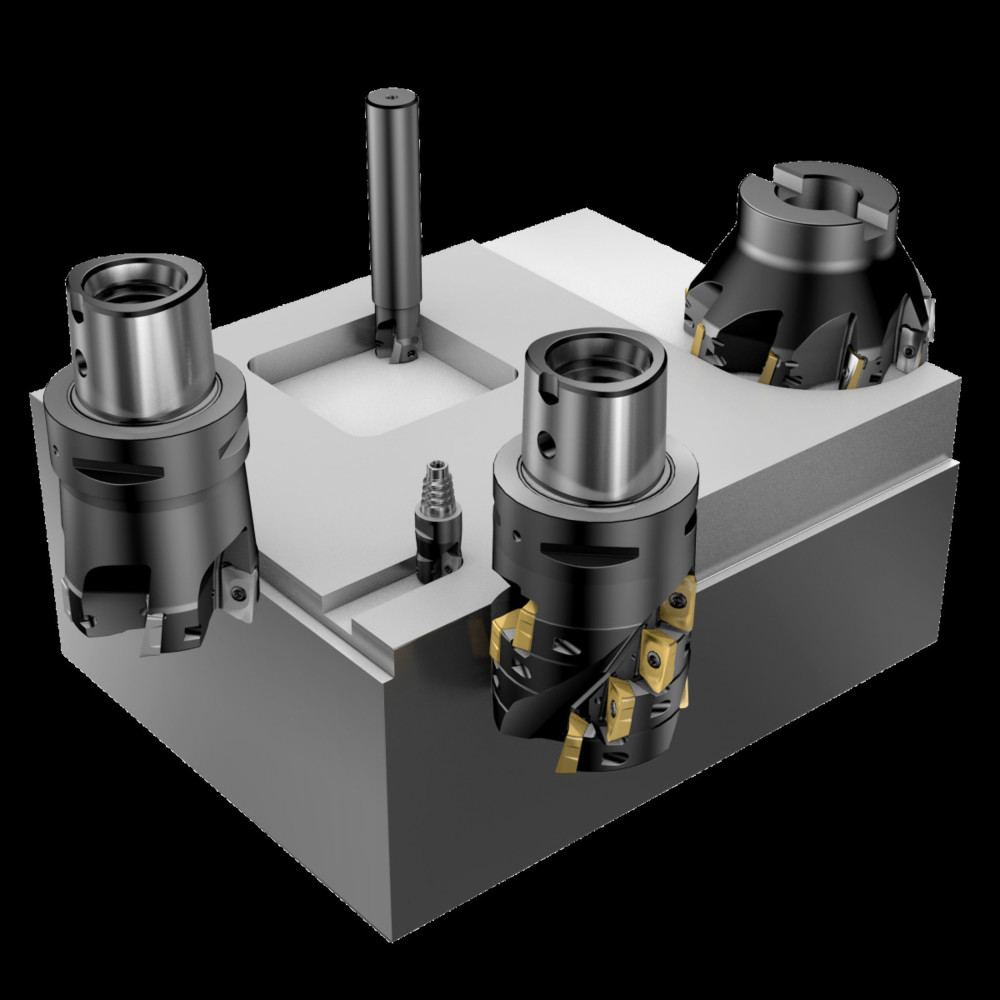
Konseptet "produser mer med mindre" – en økende trend i industrien – blir lettere å oppnå med multiskaftfreseverktøy med topp ytelse. Her vil det å investere i modulsystemet Coromant EH når man skal velge koblingstype, resultere i optimerte verktøyinnfesting med et begrenset verktøylager. Koblingen er selvsentrerende og gir mulighet til rask og nøyaktig utskifting av fresehode, noe som sparer kostnader til ekstra, dedikerte verktøyoppsett. Dette er naturligvis avgjørende for bedrifter som bruker små maskineringssentre med et begrenset antall stasjoner i ATC-enheten. Den raske verktøymonteringen med integrert maskinadapter og skjærehode med Coromant EH-kopling gir dessuten høy produktivitet når leveringstiden er kort. Modulbaserte systemer, der brukerne kan oppnå nødvendig rekkevidde og tilgjengelighet med en serie ulike skaft og adaptere, bidrar også til å redusere nødvendig antall verktøyskift. Faktorer som dette bidrar til å sikre god fortjeneste, som er fundamentet for maskinverksteder over hele verden.
Ideelt valg
Sylindriske skaft er en fleksibel løsning som er egnet for en rekke alternativer for verktøyinnfesting.
På multimaskineringsmaskiner kan underdimensjonerte skaft brukes i ulike lengder og materialer for stabilitet og klaring ved fresing med lange overheng. En kombinasjon av modulene i Coromant Capto og Coromant EH gir tilgang for allsidig modulerbare verktøy. Allsidigheten til CoroMill 390 er også fordelaktig når antallet verktøyposisjoner er begrenset på maskineringssentre med drevne verktøyholdere.
Det er en vanlig oppfatning at allsidige verktøy er bra til mye forskjellig, men ikke ideelle til spesifikke operasjoner. Med dette i tankene har Sandvik Coromant hatt som mål å optimalisere ytelsen til de nye CoroMill 390-endefresene for å sikre at de fungerer på høyeste nivå i mange ulike maskineringsoppgaver. Skjæreverktøyene er designet for å være et ideelt valg ved blandet produksjon, samt når det er behov for endefres med kvadratisk hjørne til en spesifikk komponent.
Avansert innovasjon
Hvilke tekniske egenskaper er det som gir slike høye funksjonsnivåer? For det første er endefresene fremstilt i et nytt materiale med høyere varmemotstand. For det andre er deler av serien optimert med differensialt delt tannindeling for applikasjoner som er spesielt utsatt for vibrasjoner.
Prosessikkerhet sto også høyt på dagsordenen under utviklingen av CoroMill 390-skjærene. Med dette i tankene ble geometriene for lett skjæring og høyytelseskvaliteter av dette skjærekonseptet designet for å gi sikker fresing i alle materialgrupper. Det nye førstevalget for fresing i stål er skjærkvaliteten GC1130, som er fremstilt med Zertivo-teknologi. GC1130 gir prosessikkerhet på et nytt nivå takket være lang og forutsigbar verktøylevetid med en ren og intakt skjærkant.
Lavt vibrasjonsnivå
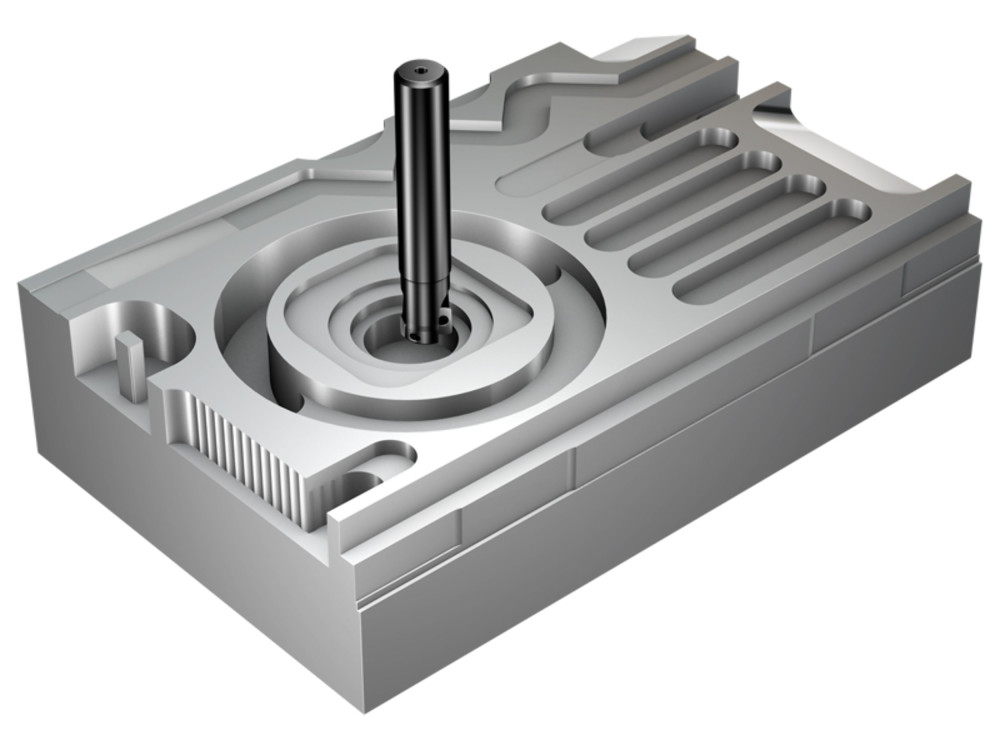
Målet for moderne maskineringsverksteder er å gi sikker fresing i operasjoner som hulromfresing, der en av de største utfordringene er å sikre effektiv og sikker åpning av hulrom. Her vil den typiske løsningen være å bruke helisk interpolering og lineær ramping for å lage hulrom i et massivt emne. Som følge av dette kreves det skjær som tåler belastningen ved hurtig ramping eller krevende interpolering, noe som gir lavt vibrasjonsnivå i prosessen og jevn verktøylevetid.
Ved hjørnefresing bidrar skjær med lav toleranse og eksakt skjærposisjon til kanter uten stepp. Den jevne skjæringen til CoroMill 390 begrenser de radiale skjærekreftene, og gir maskinering med minimal utbøying og gode, vinkelrette sider.
Økt produktivitet
Sporfresing medfører andre utfordringer, som typisk omhandler sponfjerning og vibrasjoner. Disse problemene blir forsterket ved fresing med store kontaktflater, siden vibrasjon ofte fremskynder verktøyslitasjen. Her kan lett skjæregeometri i kombinasjon med en fres med optimalt differensielt delt tannindeling løse problemet, og sikre lavt vibrasjonsnivå i freseprosessen. I et kundeeksempel med sporfresing var produktiviteten hos en underleverandør begrenset av endefresen. Ved å bytte til CoroMill 390-fres med tre skjær i størrelse 07 kunne både kuttdybden og skjærehastighet økes. Resultatet ble en økning i produktiviteten på 225 prosent, og som en bonus ble det mindre stepp i overflaten.
God overflatefinish
Spesifikt for kilesporfresing er CoroMill 390 fres med skjær i størrelse 07 tilgjengelig i dimensjoner som er spesielt utformet for kilespor. Med en verktøydiameter som er 0,3 mm mindre enn sporbredden, blir det tilstrekkelig arbeidsmon igjen til påfølgende finbearbeiding av spor.
Når det gjelder planfresing, er målet for maskineringsverksteder vanligvis rask fjerning av metall med god overflatefinish – en ambisiøs kombinasjon som ikke er lett å oppnå. Derfor har Sandvik Coromant designet geometrier for fresing med lav skjærekraft, som har vist seg å være ideell for overflater der det kreves blank finish og små toleranser.
Prosessikkerhet
For å bedre prosessikkerheten ved alle typer freseoperasjoner ytterligere leveres en ny momentnøkkel med hver fres. Den innebygde fjærfunksjonen gjør det lett å montere skjærene med riktig moment, noe som gir pålitelig og konsistent verktøylevetid. Med tanke på prosessikkerheten har fresene også mulighet for innvendig kjøling i operasjoner der spon har en tendens til å sette seg fast, for eksempel spor samt for maskinering av materialer der høy temperatur er uønsket.
Kort sagt har den nye CoroMill 390 utstyrt med skjær i størrelse 07 for små diametere egenskaper som er ideelt tilpasset komponentegenskaper med en skjæredybde på opptil 5,8 mm. De små skjærene har en høyere skjæretanntetthet, og gir, i følge produsenten, enestående resultat i mange ulike freseoperasjoner. I kombinasjon med den nye stålfreskvaliteten GC1130 kan produktiviteten optimaliseres.
For mer informasjon besøk: www.sandvikcoromant.com/no