Viktigheten av innretting under ståldreiing
{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
De nye skjærene fra Sandvik Coromant, GC4415 og GC4425, skal ifølge produsenten tilby pålitelig ytelse og overlegen slitasjebestandighet ved dreiing i stål.
Hva kan en gammel romersk krigsstrategi ha til felles med Sandvik Coromants kvaliteter for dreiing av ISO P-stål, og hvordan kan dette bidra til å øke maskinverkstedets ytelse? Her forklarer Rolf Olofsson, produktsjef hos Sandvik Coromant, hvordan belegget og substratet på karbidkvaliteter kan gjøre en enorm forskjell når det gjelder effektiviteten og produktiviteten innenfor ståldreiingsprosesser.
Krevende valg
En vanlig misforståelse innenfor metallbearbeidingsindustrien er at maskinering i stål er enkelt. Erfarne maskinoperatører vet at dreiing i ISO P-stål er ytterst komplisert. Det første av mange problemer er bredden på materialene i ISO P-klassen som strekker seg fra duktilt lavkarbonstål til høylegert stål.
For det andre varierer hardheten i de ulike ståltypene vesentlig fra den ene enden av spekteret til den andre. Bruksområdet varierer og det samme gjelder maskineringsbetingelsene i verkstedene.
Ståldreiing er altså utfordrende, og på grunn av alle variablene er valget av en kvalitet som skal dekke det brede spekteret av egenskaper til ISO P-stål, enda mer krevende.
Kvalitet til allsidig bruk
For alle kvalitetene gjelder at bruddmotstanden er svært avgjørende. Like viktig er en skjæreegg som leverer den nødvendige hardheten som kreves for å motstå plastisk deformasjon som fremkalles av de ekstreme temperaturene i skjæresonene.
Kvaliteten må dessuten være utstyrt med et belegg som kan motvirke sideslitasje, kraterslitasje og kantoppbygging. Det er også viktig at belegget kleber til substratet, hvis det ikke sitter godt nok fast, eksponeres substratet, og dette fører til rask svikt.
På grunn av alle disse kravene er det helt nødvendig å forstå strukturen i en ståldreiingskvalitet for å kunne ta en informert beslutning når du velger kvalitet til ditt bruksområde.
Strukturen i et karbidskjær
Alle karbidskjærkvaliteter inneholder en sementert karbidkjerne, også kalt substrat. Substratet definerer hardførheten og styrken i kvaliteten. Motstand mot plastisk deformasjon er også avhengig av substratet.
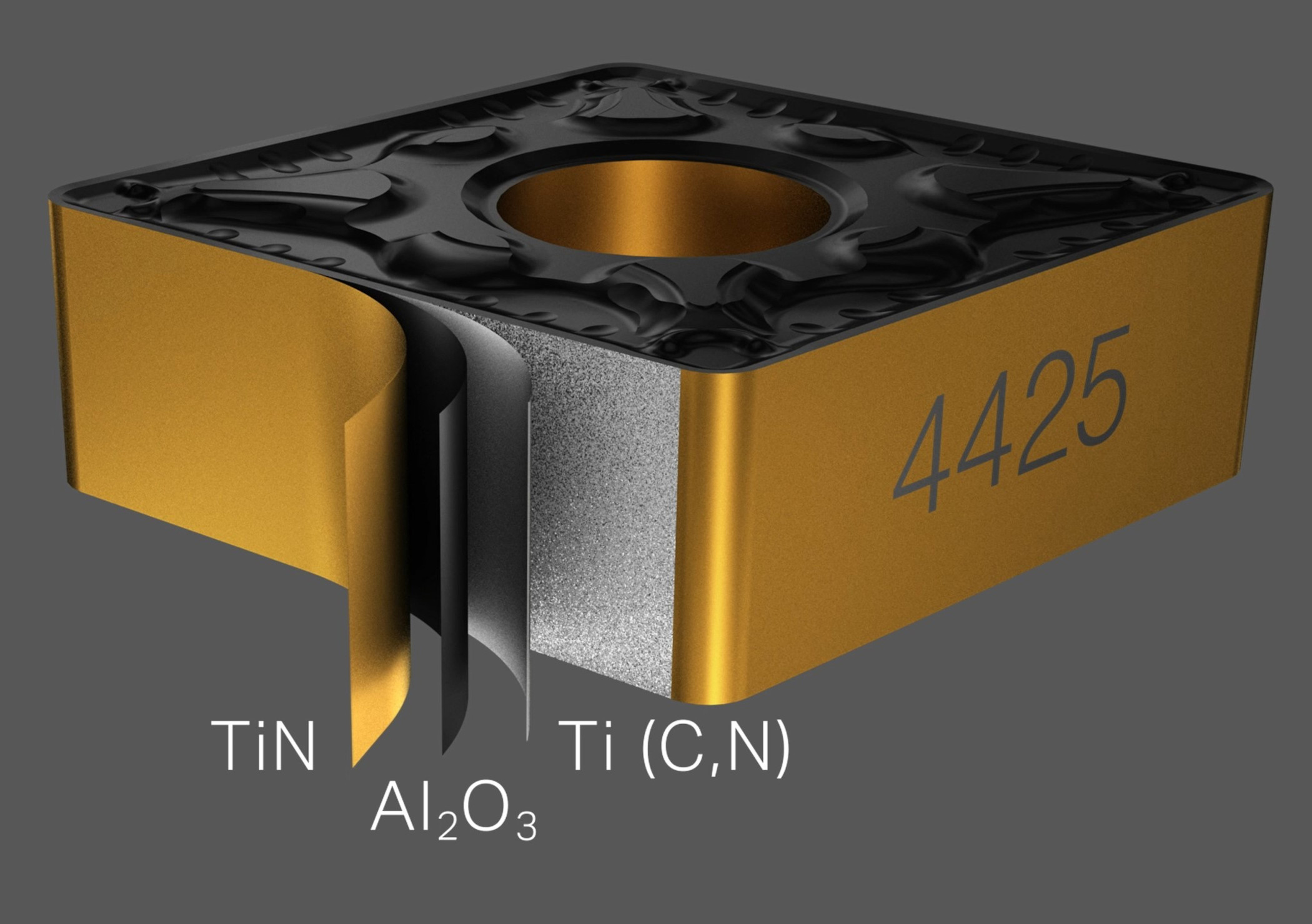
Det sementerte karbidsubstratet er vanligvis dekket av noen få lag med et belegg som titankarbonnitrid (TiCN), alumina (Al2O3), titannitrid (TiN), som gir skjæret egenskaper som kantstabilitet, klebeevne og slitasjemotstand. Oppskriften på overlegen motstand mot ulike typer slitasje: flanke, krater og kantoppbygging; klebing til substratet og forbedret verktøylevetid ligger i de mikroskopiske detaljene knyttet til utformingen av belegglaget.
Romersk skjoldmur
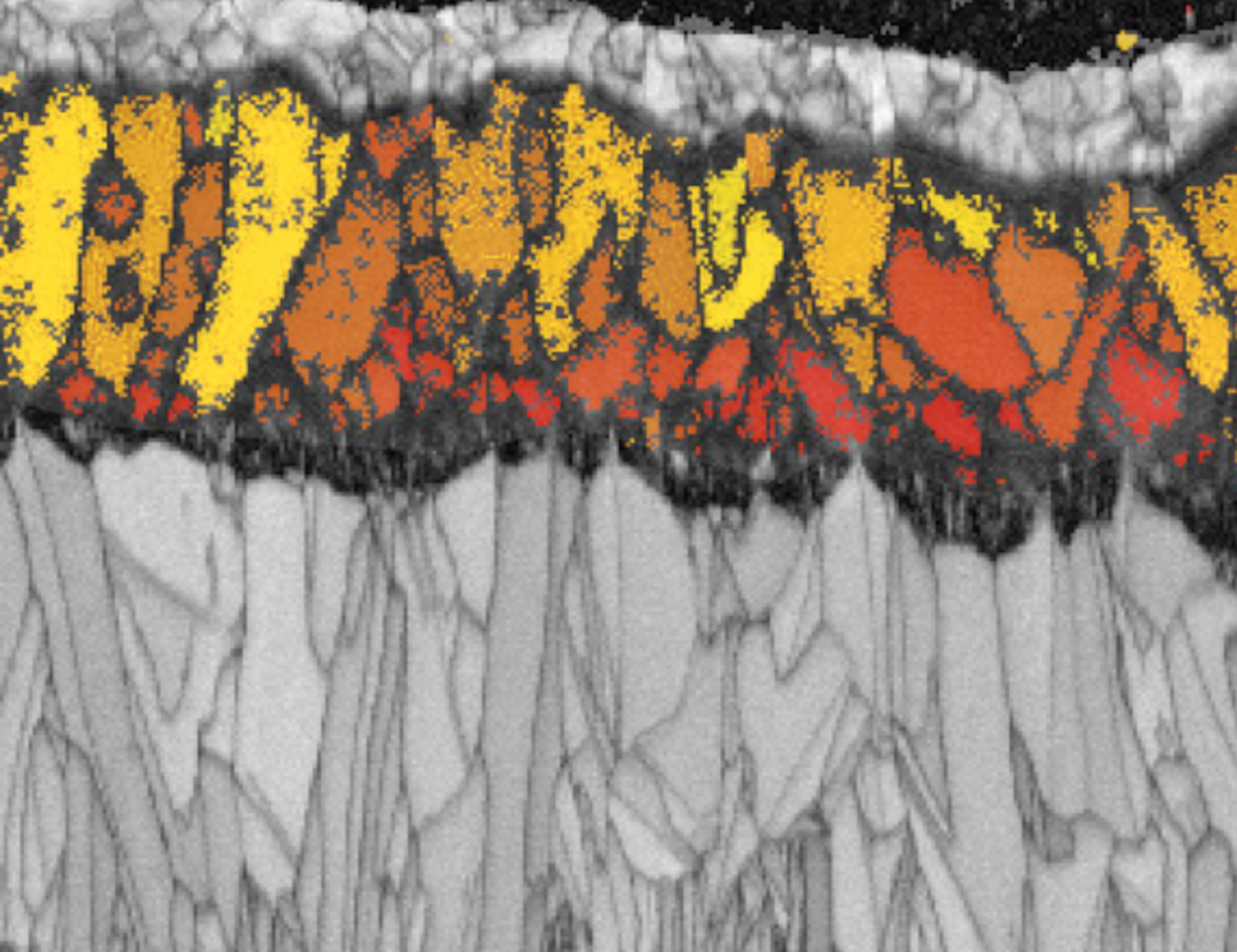
I tradisjonelle aluminabelegg er krystallveksten tilfeldig, som vist i figur 1a. Hvis veksten i belegglaget kan kontrolleres slik at alle krystallene peker i samme retning, som vist med gult i figur 1b, fører dette til en overlegen slitasjemotstand.
For å få en bedre forståelse av kraften i innrettingen av krystallene, kan vi bruke et eksempel fra romersk historie. Når de gamle romerske legionene ble beleiret, benyttet de ofte en skjoldmurformasjon — Testudo . I denne formasjonen var alle skjoldene parallelle og tett sammenpakket for ikke å få noen sårbare åpninger. Skjoldveggen hjalp romerne å motstå fremstormede angrep mens de marsjerte fremover.
Innrettingen av krystallene i et belegglag fungerer på en lignende måte: De tettpakkede enretnings-krystallene fungerer som et skjold og gir bedre motstand mot vanskelige forhold i skjæresonen.
Enretnings-krystaller
Sandvik Coromants FoU-eksperter fant en metode for å kontrollere krystallveksten i aluminabelegget, for å sikre at krystallene vender samme retning, med den sterkeste delen mot toppoverflaten. Denne patenterte teknologien, som kalles Inveio-belegg, er et teknisk gjennombrudd som bringer skjærene til et nytt nivå når det gjelder slitasjemotstand og verktøylevetid.
De tettpakkede enretnings-krystallene danner en sterk barriere mot skjæresonen og spon. Dette bidrar til at kvaliteter som er utstyrt med Inveio oppnår en enorm forbedring av motstanden mot krater- og flankeslitasje. En annen gunstig virkning er at varmen føres raskere bort fra skjæresonen, slik at skjæreeggen beholder formen lenger under skjæring. Generelt får du et forutsigbart verktøy med lang verktøylevetid.
Med innføringen av andre generasjons Inveio-teknologi, som er benyttet i Sandvik Coromants nyeste ståldreiingskvaliteter GC4415 og GC4425, er fordelene med enretnings-belegg utviklet videre. Forbedret krystallorientering gir enda jevnere ytelse og innebærer en betraktelig forbedret slitasjemotstand.
Avbrutte skjæreoperasjoner
Nå har vi drøftet de to første faktorene å ta hensyn til ved valg av skjærkvalitet, nemlig substratet og belegget. La oss se nærmere på den tredje: Ytelse under avbrutte dreieoperasjoner. Dette er et viktig krav ettersom det hjelper oss å unngå plutselige brudd.
Se etter skjær som har gjennomgått etterbehandling: En prosess der skjærbelegget bombarderes med svært fine, skarpe keramikkpartikler. Tenk deg at en hammer slår på skjærbelegget for å gjøre det mer hardført og sterkere. Skjær som har gjennomgått effektive etterbehandlinger, yter godt ved avbrutte dreieoperasjoner.
Nye GC4415- og GC4425-kvaliteter
Sandvik Coromant lanserte nylig to nye ISO P-skjærkvaliteter for ståldreiing. Kvalitetene GC4415 og GC4425 er perfekte for produsenter som opererer med masse- og partiproduksjonsoppsett.
Med et nytt substrat i kjernen som er forsterket ved hjelp av Inveio-teknologi, tilbyr de to kvalitetene pålitelig ytelse og overlegen slitasjemotstand. I tillegg er det dokumentert at den nye etterbehandlingen av kvalitetene forsterker ytelsen ved avbrutte dreieoperasjoner ved å unngå plutselige brudd, slik at begge skjærkvalitetene overgår konkurrentene på et bredt spekter av bruksområder.
Kunder har vært i stand til å oppnå høyere skjærehastigheter (vc) og mangedoblet matetempo (fn) med disse kvalitetene. I ett tilfelle testet en produsent innen generell maskinering ut GC4425-skjæret til utvendig grovbearbeiding i flere retninger av et forvarmet arbeidsemne i 4140-stål. Sammenlignet med bruk av konkurrentens ISO-skjær til den samme prosessen, klarte kunden å oppnå 100 prosent produktivitetsøkning med en redusert syklustid på 50 prosent pluss 30 prosent kostnadsreduksjon.
Maskinering i ISO P-stål er komplisert. Ved å ta hensyn til et par faktorer ved valg av kvalitet, slik som substratstyrke og nye teknologiske fremskritt på området materialvitenskap og verktøyteknologi, kan du oppnå store forbedringer når det gjelder effektiv ståldreiing og maskinverkstedets generelle produktivitet.
For mer informasjon se: www.sandvik.coromant.com
Kilde: Sandvik Coromant