Niles-Simmons med automatisert bearbeiding av turbinblader og spesialakslinger
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
Niles-Simmons utvikler den nye «Center Axis Alignment»-prosessen for å automatisk bestemme optimal senterakse for akslinger under bearbeiding.
I høyteknologiske, innovative og sensitive industrisektorer, som luftfartsindustri eller forsvars- og energisektoren, øker kravene til produksjon av komplekse komponenter og maskinering av høyfaste materialer konstant. Spesielt reduksjon av feil under produksjon av komplekse, kostnadsintensive deler, kostnad-per-del og nøyaktighet blir mer viktig.
For å møte disse kravene har Niles-Simmons utviklet den nye fullt automatiserte og patenterte, maskinerings- og måleprosessen «Center Axis Alignment», spesielt for maskinering av turbinakslinger. Denne prosessen skal muliggjøre komplett maskinering av kompliserte, dyphullborede emner, inkludert måling i prosessen uten manuell inngripen av operatør.
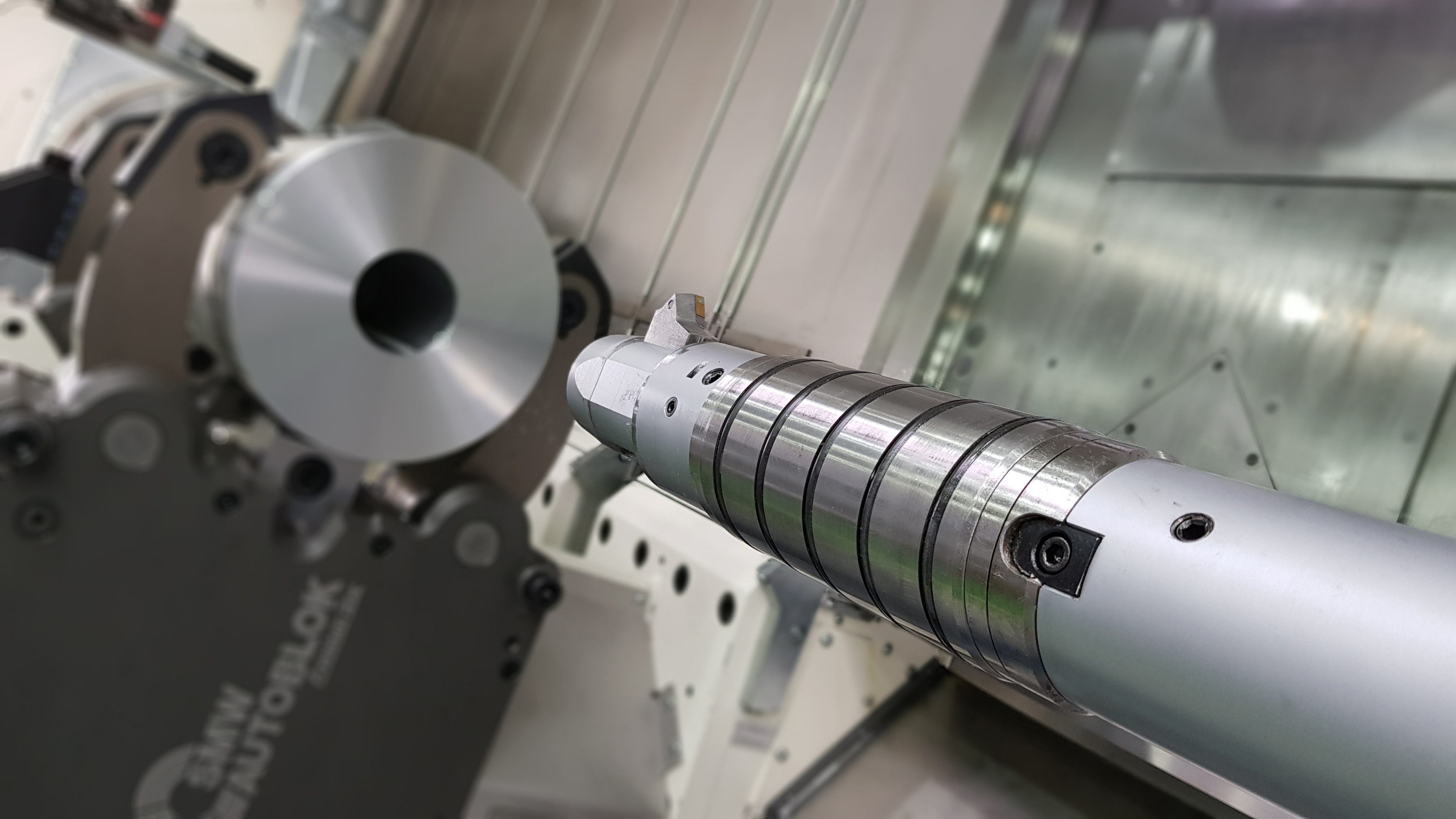
Formålet i maskineringsprosessen er å tilpasse utvending kontur nøyaktig til innvendig kontur, for å få en uniform veggtykkelse på emnet langs hovedaksen. Prosessen kan brukes på alle konduktive materialer som vanlig stål, men også for superlegeringer og nikkelbaserte legeringer som Inconel 718. I tillegg til maskinering av turbinakslinger kan den også brukes til andre dyphullborede emner i opptil to meters lengde.
Maskinkonfigurasjon
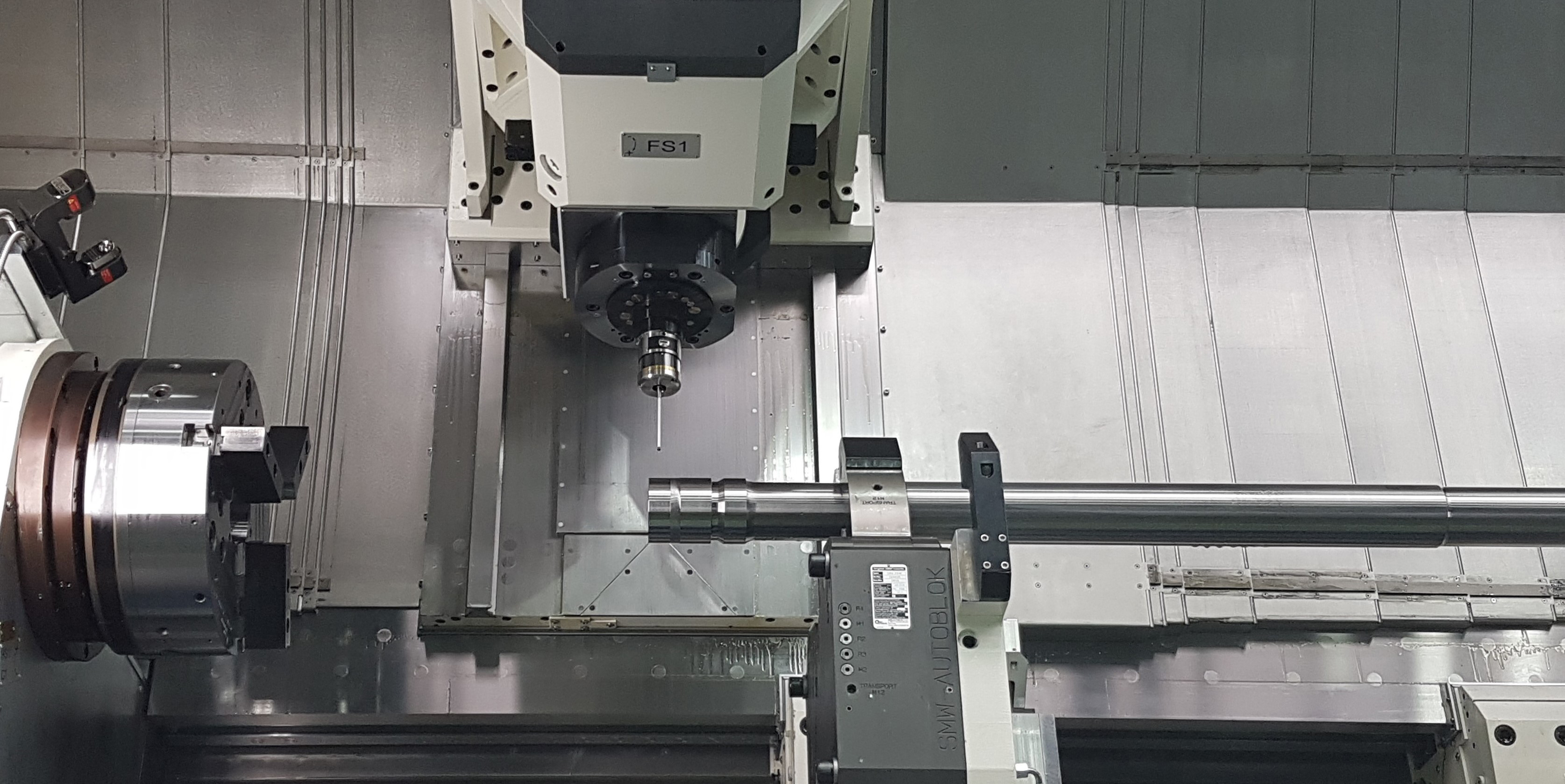
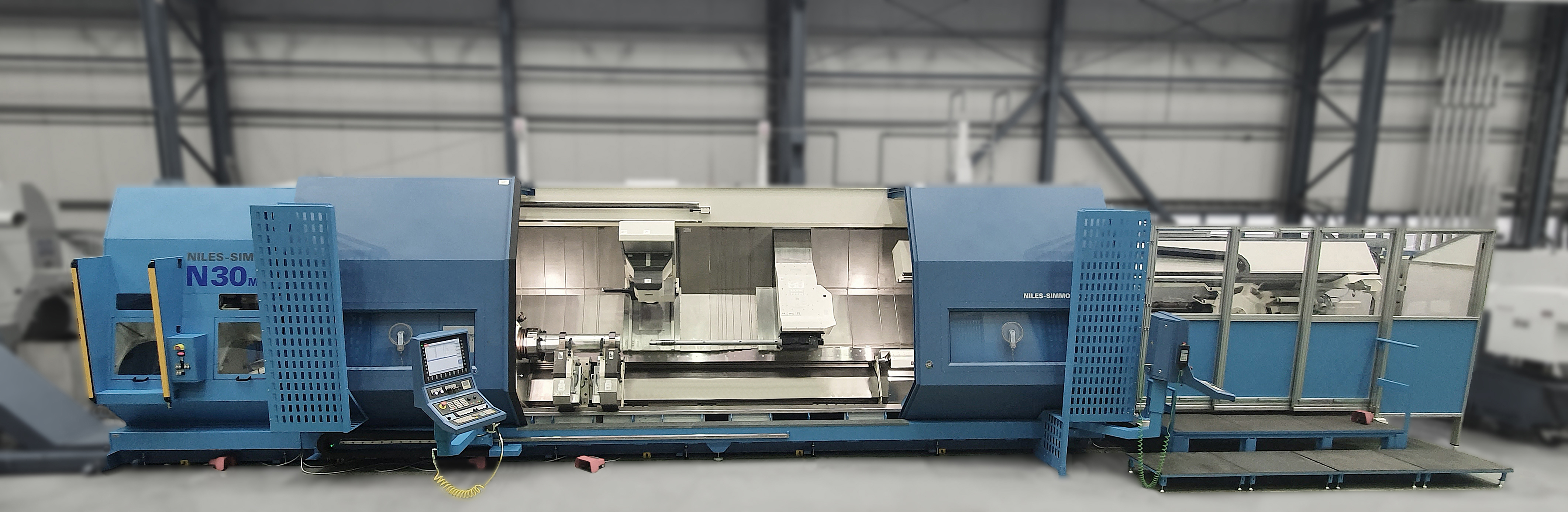
Den nye prosessen kjøres i et Niles-Simmons N30MC maskineringssenter med en senteravstand på 4500 mm og en sving på 780 mm. Maskinen har blitt spesielt utstyrt for denne maskineringsoperasjonen. Spesifikt utstyr på denne maskinen er hovedspindel, dreie/frese-enhet, senkbar bakdokke, to brillesleider med én brille og én dempeenhet, samt en borstangsleide.
I tillegg er separate verktøymagasin tilgjengelige for både borstangsleiden og dreie- og freseenheten. Magasinet for dreie- og freseenheten (med y- og b-akse) er plassert på hovedspindelsiden og kan utstyres med 144 verktøy. For borstangsleiden er opptil 16 verktøy tilgjengelig i et ekstra borstangmagasin på bakdokkesiden. Systemborstenger med opptil 2 meter, lange drevne borstenger, faste borstenger, borstenger med justerbart skjær, målelanser eller kassett med drift og chuck kan brukes.
Med denne konfigurasjonen, spesielt ved bruk av senkbar bakdokke, kan alle typer turbinakslinger som finnes på markedet maskineres i forskjellige lengder i én maskin. Også spesielt lange komponenter kan enkelt maskineres med denne opsjonen, uten at man trenger en maskin med større fotavtrykk.
Høy prosessikkerhet
I tillegg kan alle skjærteknologier som; dreiing, fresing, boring, tannhjulshobbing, gjenging, gjengefresing, dreiing av gjenger, brotsjing, innvending maskinering med indekserbare skjær, power skiving, 5-akse fresing og dyphullboring opptil 2000 mm inkluderes i en pålitelig prosess. Dessuten har maskinen integrert berøringsprobe og optisk måling av verktøy samt automatisk berøringsmåling av emnet. Med dette er det mulig å oppnå toleranser mindre enn 5µm for dreie- og freseprosesser. På grunn av integrasjonen av all nødvendig teknologi i én maskin, med automatisk verktøyveksling og bruk av avansert måleteknologi, kan komplett bearbeiding planlegges på en prosessikker måte uten inngripen av operatør.
For å nå økt temperaturstabilitet og nøyaktighet, selv med temperatursvingninger, brukes en spesiell vannavkjølt maskinbase i spesialbetong. I tillegg har maskineringssentrene spesielle dempe- og vibrasjonsreduserende komponenter som FE-optimalisert sleidegeometri, hydraulisk spente komponenter for emnestøtte, som bakdokke og brillesleide, dempeflater i maskineringsretning og rulleføringer i størrelse 45/55. For å sikre enkel og klar betjening av maskinen brukes en Siemens OP19 med ekstra berøringsskjerm for prosessovervåkning.
Den patenterte måleprosessen
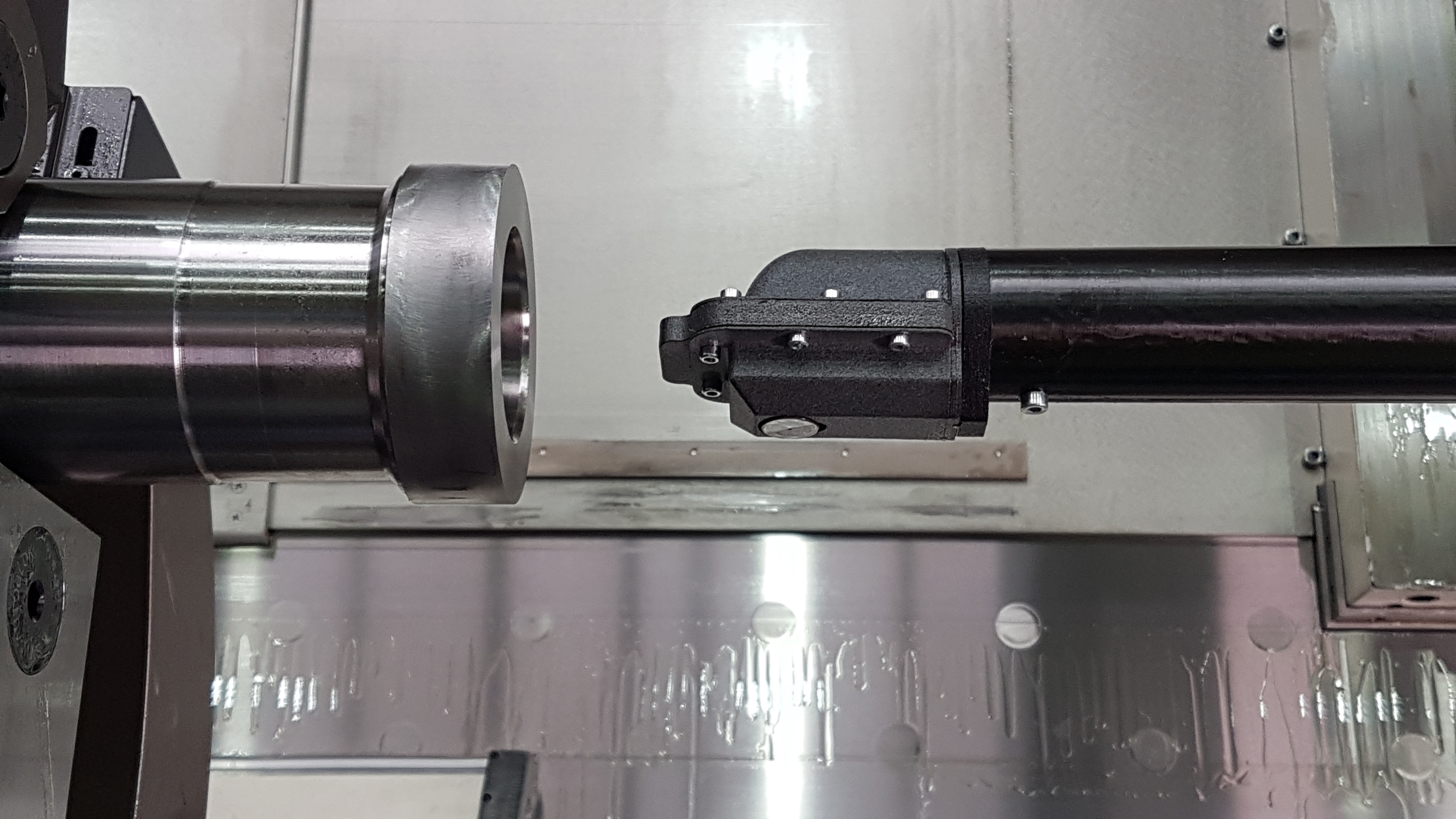
Hovedelementet for denne nye metoden er den nye måleprosessen for å finne optimal senterakse på akslingen. Denne prosessen er blitt utviklet og patentert av Niles-Simmons, og er basert på bruk av virvelstrøm (eddy current) som måler avstanden mellom virvelstrømsensor og emnet.
I prosessen inngår i kontaktløse, induktive måleprinsipper, som også kan måle gjennom ikke-ledende materialer uten å påvirke måleresultatet. Metoden er derfor ideell for bruk i tøffe industriområder. Støv, skitt og olje påvirker ikke målingen. Temperaturvariasjoner utlignes med effektiv temperaturkompensasjon. Med den helt automatiserte lagringen av måleverdier kan prosessen gjennomføres uten operatør, helt fra første oppspenning og til det blir innspent på sitt nye senter.
Det brukes en spesiell, inkludert virvelstrømsensor med kontrollenhet fra µEpsilon, som har blitt kalibrert til emnets egenskaper. Sensoren har et målområde opp til 9 mm, med en oppløsning på under én mikrometer.
Minimerer avvik
Sensoren er montert på enden av en 2000 mm lang karbonfiberlanse som er integrert i en utbyttbar modulær målekassett. Sensoren posisjoneres via aksen til borstangenheten i maskinens arbeidsområde, og kjøres inn i det dyphullborede emnet. Når sensoren er posisjonert, kan avstanden mellom sensoren og emnet måles med presisjon i hvilken som helst vinkel ved å rotere emnet. Senterpunktet på aktuell diameter blir beregnet fra disse målingene. Langs emnet kan et ønsket antall senterpunkter beregnes med denne metoden, som viser boringens retning. Når man kjenner boringens retning, kan ny ideell senterlinje beregnes med disse punktene. Senterlinjen gir grunnlaget for å maskinere nye spennflater på emnet for den nye oppspenningen. Denne automatiske prosessen minimerer avviket mellom den ytre og indre konturlinjen, som da gir en uniform veggtykkelse langs akslingen.
Fordeler
Hovedfordelen med «Center Axis Alignment» er helautomatisk måling, oppretting og maskinering av dyphullborede emner uten inngripen av operatør. Alle nødvendige trinn for at prosessen kjøres automatisk innenfor de programmerte prosessparameterene er med. Feil i manuelle måleoperasjoner, som kan oppstå i konvensjonelle prosesser, er eliminert. Slik blir det mulig å redusere til et minimum produksjon av deler som må skrapes, og samtidig øke kvaliteten på delene betraktelig. Uegnede råemner blir identifisert og forkastet i begynnelsen av prosessen.
Integreringen av all teknologi og måleprosesser i én maskin gjør at syklustid blir kortere og at logistikk- og håndteringsprosessene reduseres.
Målemetoden er motstandsdyktig mot miljøpåvirkninger som temperaturvariasjoner og fremmedelementer, og den kan brukes på en mengde materialer. På grunn av den modulære oppbygningen av Niles-maskinene, kan forskjellige typer emner bearbeides og måles i samme maskin. Dette skal gi maksimal fleksibilitet for kunden. Prosessen har allerede, ifølge produsenten, blitt integrert med suksess i markedet, i produksjon av turbinakslinger.
For mer informasjon se: www.niles-simmons.de og www.hedloev.no og Video av maskineringen