Niles-Simmons med ny teknologi for «hard fresing»

{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
Niles-Simmons gjør det mulig å erstatte en slipeprosess for maskinering av store veivaksler ved implementering av en effektiv freseprosess.
I dagens marked er de viktigste drivkreftene innen bilindustrien bærekraft, ressursbevaring og økonomisk effektivitet. Disse trendene driver ikke bare utviklingen av nye innovative teknologier og endelige konfigurasjoner for nye produkter, men presser også de stadig økende kravene til produsentene for å finne nye kostnadseffektive produksjonskonsepter for produksjon av eksisterende komponenter i produksjonen. For å møte disse markedskravene har Niles-Simmons utviklet den nye teknologien "hard fresing" for maskinering av herdede veivaksler for lastebil- og anleggsmaskiner- og landbruksmaskinmotorer.
Spesielt tilpasset prosess
Denne teknologien gjør det mulig å erstatte en slipeprosess for maskinering av store veivaksler ved implementering av en effektiv freseprosess. I sin tur er den enorme forslipearbeidet, som hadde vært nødvendig for maskinering av veivaksler etter herding, er fjernet og forberedelsene til ferdigslipingsprosessen er perfekt kontrollert for å redusere etterbearbeidingskravene til et minimum. Prosessen er spesielt tilpasset maskinering av 4, 5, 6 og 8 sylinder-veivaksler med en maksimal lengde på opptil 1350mm og en maksimal radie på opptil 310mm. Den er tilgjengelig på begge Niles-Simmons fresesentre N20CM og N30CM.
Minimalt operatørarbeid
Disse spesialmaskinene, som tilhører Niles-Simmons veivakselfresing (CM)- serien, er utstyrt med en avstand mellom senter på opptil 2000mm sammen med en maksimal diameter på opptil 780mm og kan, ifølge maskinprodusenten, utføre svært pålitelige tørrfresingsprosesser med ekstraordinær lang levetid og presisjon på ekstremt høye produksjonsnivåer. Takket være deres fleksible automatiseringsalternativer kjører maskinene med minimalt operatørarbeid. De mest favoriserte lastekonseptene er eksempelvis emner som lastes med portalløfter, via en integrert luke eller lasting med robot via maskinens frontdører.
«Perfekt forberedt»
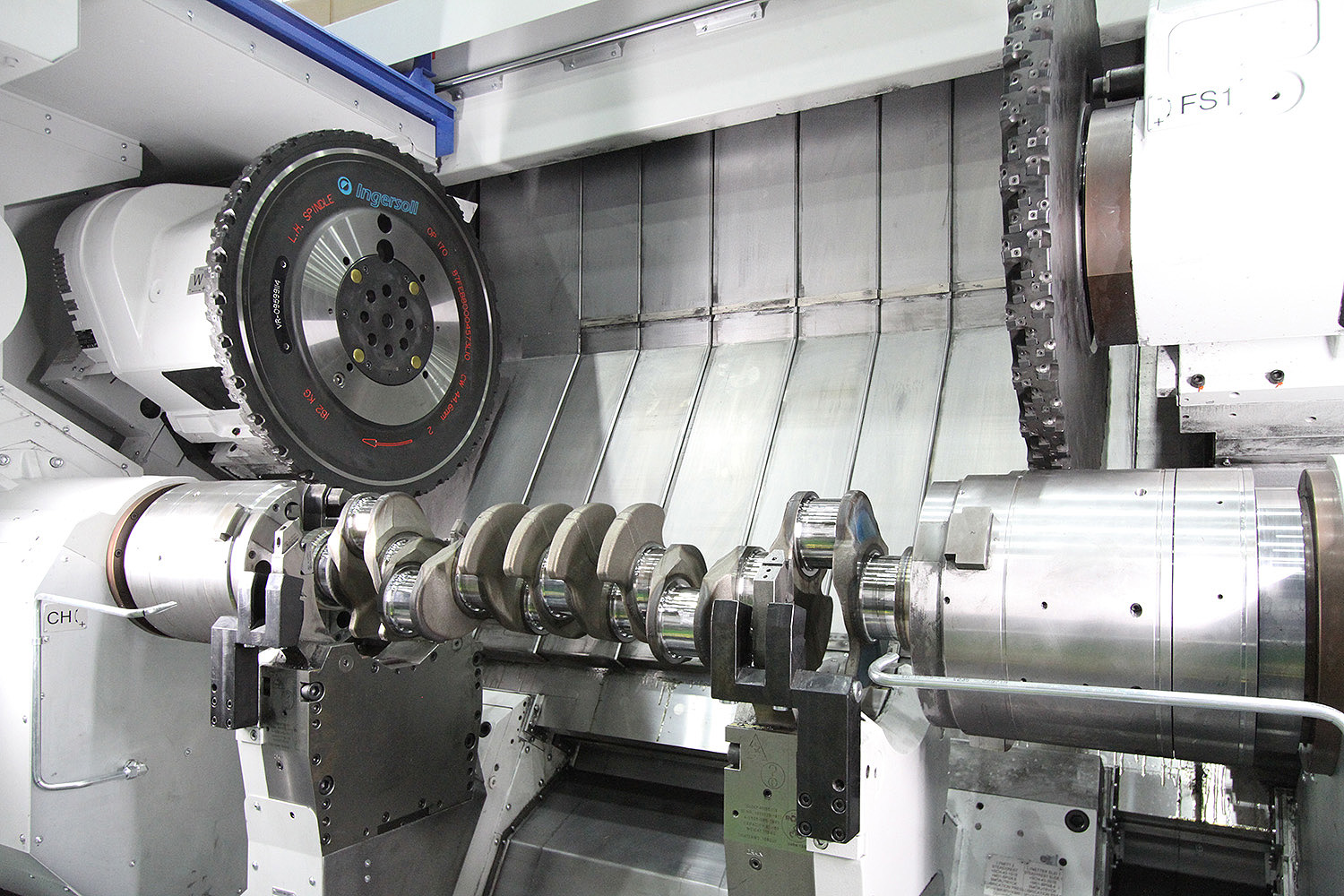
For gjennomføringen av den spesifikke prosessen "hard fresing" for store veivaksler som en lukket prosess, er maskinene utstyrt med hoved- og motspindler med et maksimalt dreiemoment på hver 930Nm, samt to freseenheter med maksimalt dreiemoment på hver 3350Nm.
Freseverktøyene som brukes leveres av Ingersoll Werkzeuge GmbH. Med verktøydiameter på 700 - 800mm og en skjærebredde opp til 95mm er de utstyrt med spesielt utviklede keramiske skjær. Ved å bruke disse kjører freseprosessen til hoved- og pinnelagrene med en radial skjæredybde på opptil 0,5 mm ved hardhet på opptil 59 HRC. Skjærehastighetene som brukes er mellom 250 og 275m / min og matehastighetene er satt mellom 0,23 - 0,35mm.
For innfesting av emnene brukes kompenserende fresekjevechucker i hoved- og motspindelen. De spesifikke, strømdrevne spakene med en diameter på 320 mm, har en følsom justering på mindre eller lik 20μm på klemdiameteren og gir dermed en svært effektiv kompensasjon av forvrengning på grunn av herdingen. For ekstra støtte benyttes to selvsentrerende briller.
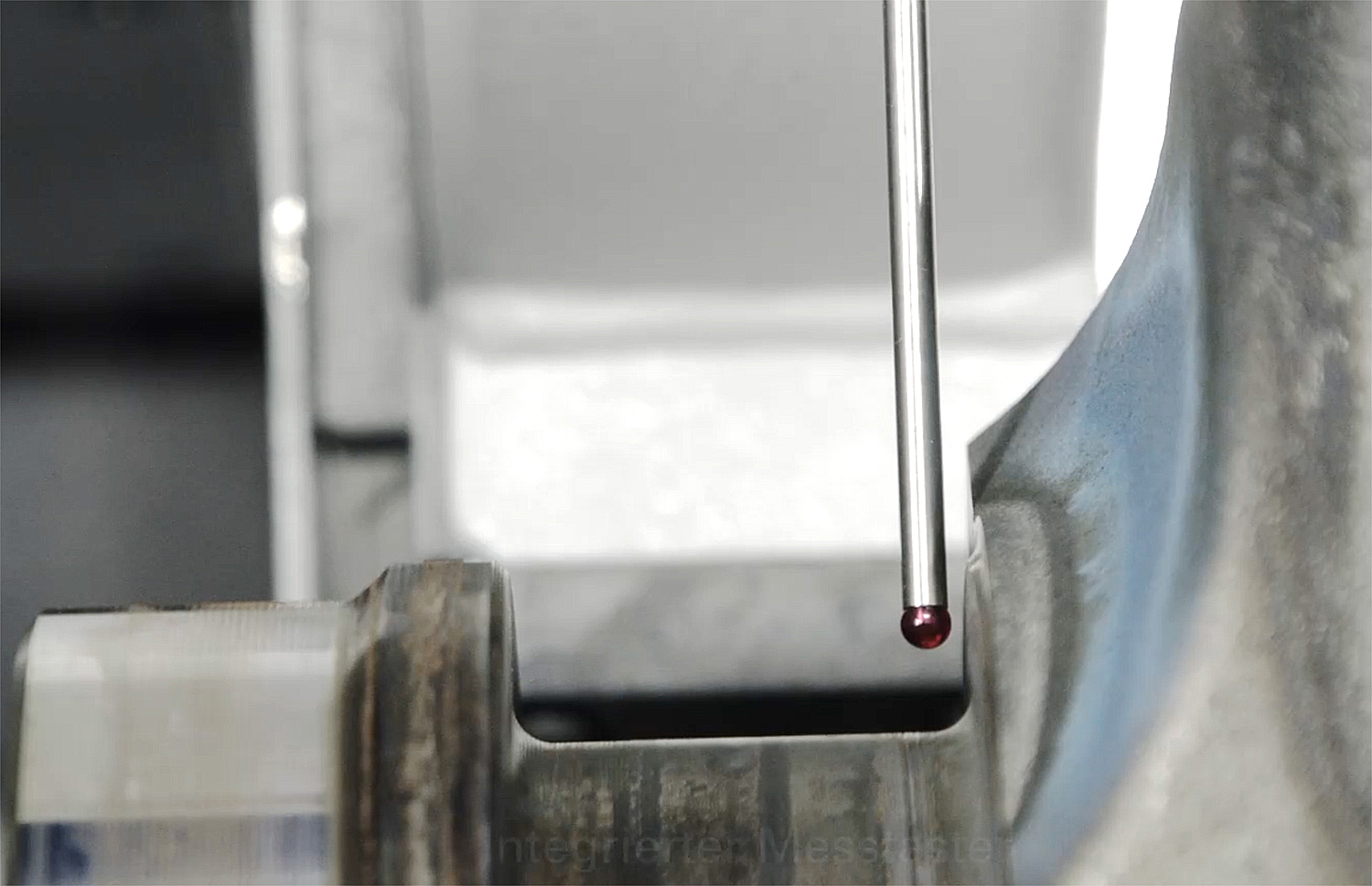
På toppen av det hele har maskinen en integrert berøringssonde for nøyaktig og prosesspålitelig identifisering av emnets posisjon.
Med det oppnås diameternøyaktigheter på 25μm, rundhetsnøyaktigheter på 10μm og posisjonsnøyaktighet av pinnelagrene på 0,1 mm. Som et resultat er sluttslipeprosessen «perfekt» forberedt.
Bærekraftig prosess
Programmering av prosessen foregår ved bruk av den spesielt utviklede programvaren til veivakselfresing. Denne gjør det mulig for helt uavhengig programmering for maskinering av hoved- og pinnelagre, sentriske elementer, kinn og spesifikke kinnkonturer. Operatøren kan enkelt implementere nødvendige rettelser ved bruk av tilsvarende inndatafelt, og programvaren er meget operatørvennlig. Operatøren kan også importere korrigeringstabeller direkte fra målemaskinen, og ved å gjøre dette er programmeringen enkel og raskt fullført.
Prosessen er helt tørr, uten prosessvæsker og er derfor mye mer bærekraftig enn slipeprosesser, som har vært benyttet frem til nå. Vedlikeholdskravene og driftskostnadene for industrien reduseres derfor betydelig.
Reduserte kostnader
Ved bruk av den nye harde freseteknologien kan kravene til overflatesliping for maskinering av store veivaksler vanligvis reduseres med opptil 75 prosent. Investeringskostnadene for antall maskiner reduseres, ifølge maskinprodusenten, med opptil 50 prosent. Integrering og tilpasning av maskineringsprosessen i eksisterende produksjonslinjer er lett. Hard fresing kjører allerede vellykket innenfor veivaksel produksjonslinjer i markedet og oppnår prosesspålitelige syklustider på seks minutter.
For mer informasjon se: www.niles-simmons.de og www.hedloev.no
Kilde: Niles-Simmons