SAW-sveising - effektiv og høykvalitetsprosess

{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
SAW-sveising, (Submerged Arc Welding) nedsenket lysbuesveising, er en effektiv sveiseprosess spesielt egnet for sveising av tykke plater. SAW-sveiseprosessen er, ifølge maskinprodusenten PEMA, ikke følsom for sveisefeil, og den er også en sikker prosess for operatøren.
I denne artikkelen definerer PEMA Welding Engineer Jari Tervolin SAW-sveiseprosessen, diskuterer fordelene og forklarer hvorfor det er en så passende prosess i vindkraftindustrien.
Brukervennlighet, kvalitet og effektivitet i en prosess
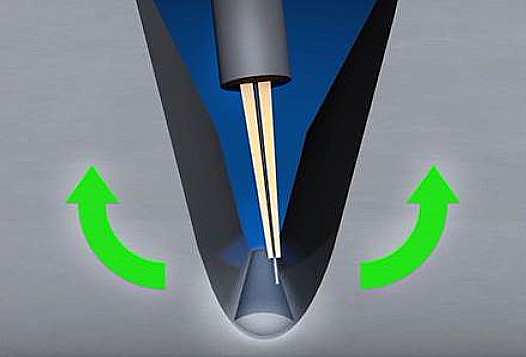
I SAW-sveiseprosessen beskytter flussmiddelet lysbuen og smeltebadet fra luften. En del av flussen smelter, stivner og danner en slagg på sveisetråden. Etter sveising gjenvinnes og resirkuleres resten av flussmiddelet, og slagget fjernes. Flussmiddelet forbedrer også buestabiliteten og den elektriske ledeevnen. I tillegg forbedrer legeringselementene i flussmiddelet sveisemetallurgien.
- Takket være beskyttelsen av flussmiddelet, høy strøm samt dyp og bred penetrasjon, er sveisekvaliteten utmerket, og SAW-prosessen er ikke følsom for sveisefeil som mangel på fusjon, mangel på gjennomtrengning, porøsitet eller sprut, forklarer Jari Tervolin, sveiseingeniør hos PEMA og fortsetter:
- SAW-prosessen passer best for tykke plater, enkle og lange sveiser som for eksempel sveiser i periferi og langsgående retning. SAW-sveiseprosessen har høy effektivitet, kvalitet og driftssikkerhet. I tillegg til god sveisekvalitet og høy pålitelighet og funksjonalitet, er SAW-sveiseprosessen også en ergonomisk og sikker prosess for operatøren. Flussmiddelet beskytter ikke bare lysbuen og smeltebadet, den beskytter også operatøren - det er ikke nødvendig å ha på seg en maske. SAW-sveiseprosessen utsetter ikke operatørens øyne eller hud for stråling, og det er ingen skadelige sveiserøyk.
SAW-sveiseprosess i vindkraftindustrien
Ovennevnte rette og tykke plater kan ofte finnes i for eksempel vindkrafttårn.
- Selv om SAW-sveising ikke er den eneste egnede prosessen i vindkraftindustrien, er det i de fleste tilfeller den beste løsningen. SAW-sveiseprosessen er spesielt egnet for sveising av langsgående og perifere sveiser på grunn av dens dype og brede gjennomtrengning og høye avsetningshastighet. Videre kan SAW-sveising utføres med flere elektroder, sier Tervolin.
I tillegg kan SAW-sveiseprosessen integreres med sveiseroboter, som muliggjør sveising av forskjellige arbeidsstykker. Prosessytelsen og avsetningsgraden kan også forbedres med forskjellige variasjoner.
Forbedrer SAW-sveiseprosessen
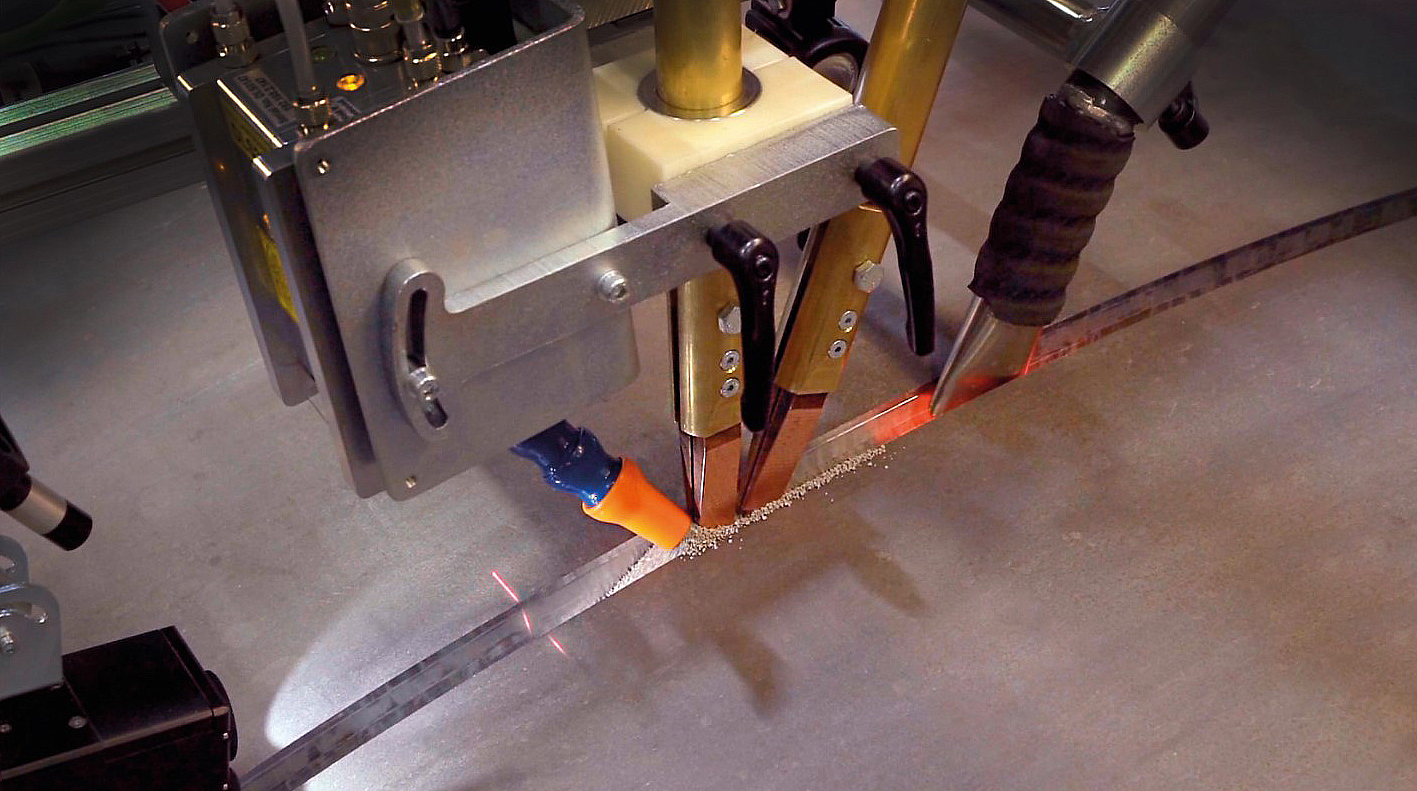
Tandembue SAW-prosess, med langt spesialutviklet vippbart sveisehode, muliggjør økt avsetningshastighet og smalere fuger ved å fylle sveiser med stor rørproduksjon.
Når tråden stikker lenger ut, forvarmes tråden mer (Joule-oppvarming (I2 x R)), slik at den smelter raskere, og avsetningshastigheten øker uten å øke varmetilførselen.
PEMA har også utviklet et vippbart sveisehode for halvsmale spaltefuger som muliggjør bedre toleranse for trådposisjonering og formen på det sveisede passet. Det gjør at fugene kan bli smalere, og sveising med flere passeringer kan avsluttes med et mindre antall passeringer. Den økte avsetningshastigheten og den økte størrelsen på sveisepassasjen kan håndteres bedre med PEMA vippbart sveisehode for halvsmale sveisefuger.
Fresemaskiner muliggjør ulike fordeler
Fresing er avgjørende for alle sektorer som har tung sveising i sin produksjon: det øker produksjonseffektiviteten, sparer sveisetid og forbedrer sveisekvaliteten betydelig. Pemameks fresemaskiner er utviklet for sirkulære og langsgående sveiser.
- Med fresing kan man lage halvsmale fuger og reduserer med det fugevolumet slik at det kreves en mindre mengde sveisepasseringer, og forbruksvarer kan spares. Dessuten er deformasjoner og spenninger lavere. Automatisk dybdekontroll gjør at fugen forblir konstant, uttaler Tervolin.
For mer informasjon se: www.pemamek.com og www.itec.as
Kilde: Pemamek