Niles-Simmons presenterer "Closed-Door-Machining"
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
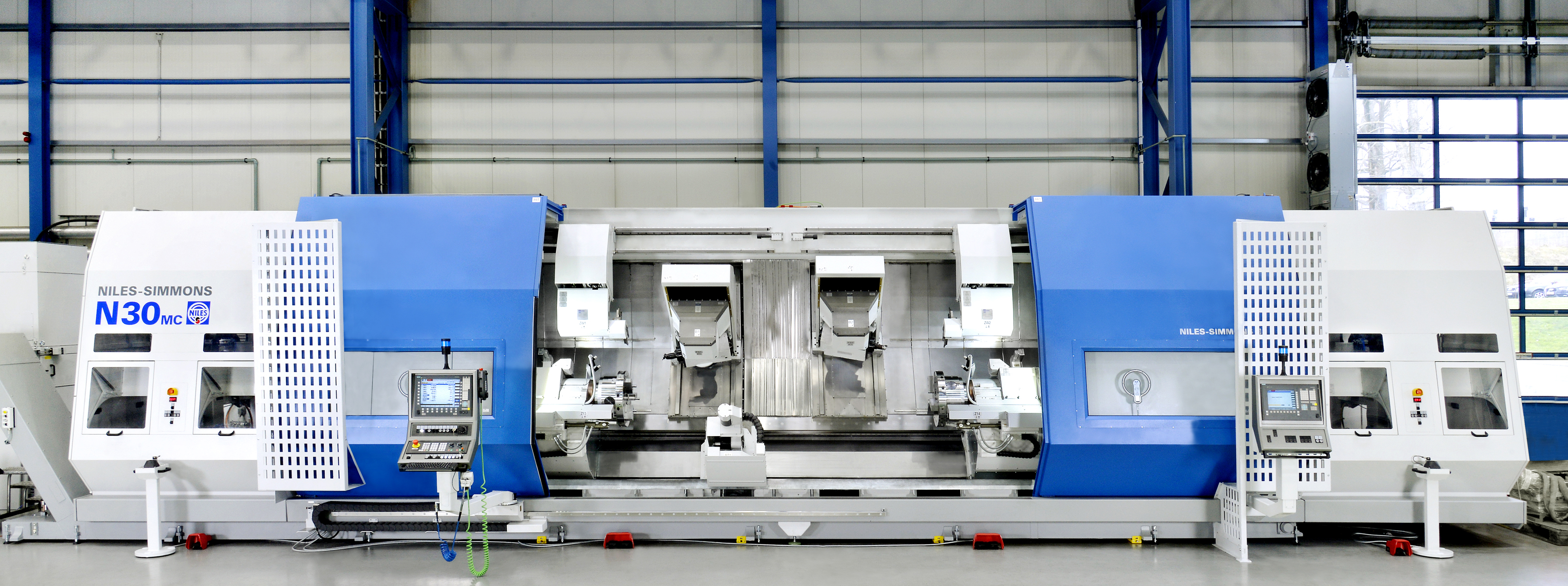
Niles-Simmons utviklet maskineringskonseptet "Closed-Door-Machining" for å møte de stadig økende kravene til produksjon av komplekse høypresisjonsdeler og komponenter til flyindustrien.
Konseptet muliggjør komplett maskinering av deler i en kontinuerlig prosess i én maskin og uten inngripen av operatør. Det kan brukes for deletyper som historisk har måttet produseres i forskjellige steg på forskjellige maskiner.
«Alt i en maskin»
Når man bruker "Closed-Door-Machining"-konseptet spennes et emne inn i maskinen, og etter flere automatiske omspenninger og bytte av spennmidler er delen helt ferdig. Maskinen kjøres helt uavbrutt, og avhengig av kompleksitet, kan maskinen gå gjennom flere skift.
Siden prosessen går helt automatisk fjernes arbeidsintensiv håndtering av deler mellom maskiner, og behovet for gulvplass for å legge fra seg deler mellom operasjoner reduseres.
Ved å integrere all nødvendig teknologi i én maskin, som dreiing, fresing, boring, dyphullboring, flaskeboring, gjenging, tannhjulsfresing og sliping, er det ikke nødvendig å bruke prosesspesifikke maskiner. Dette gir, ifølge maskinprodusenten, i det lengre løp betydelig mer kostnadseffektiv produksjon.
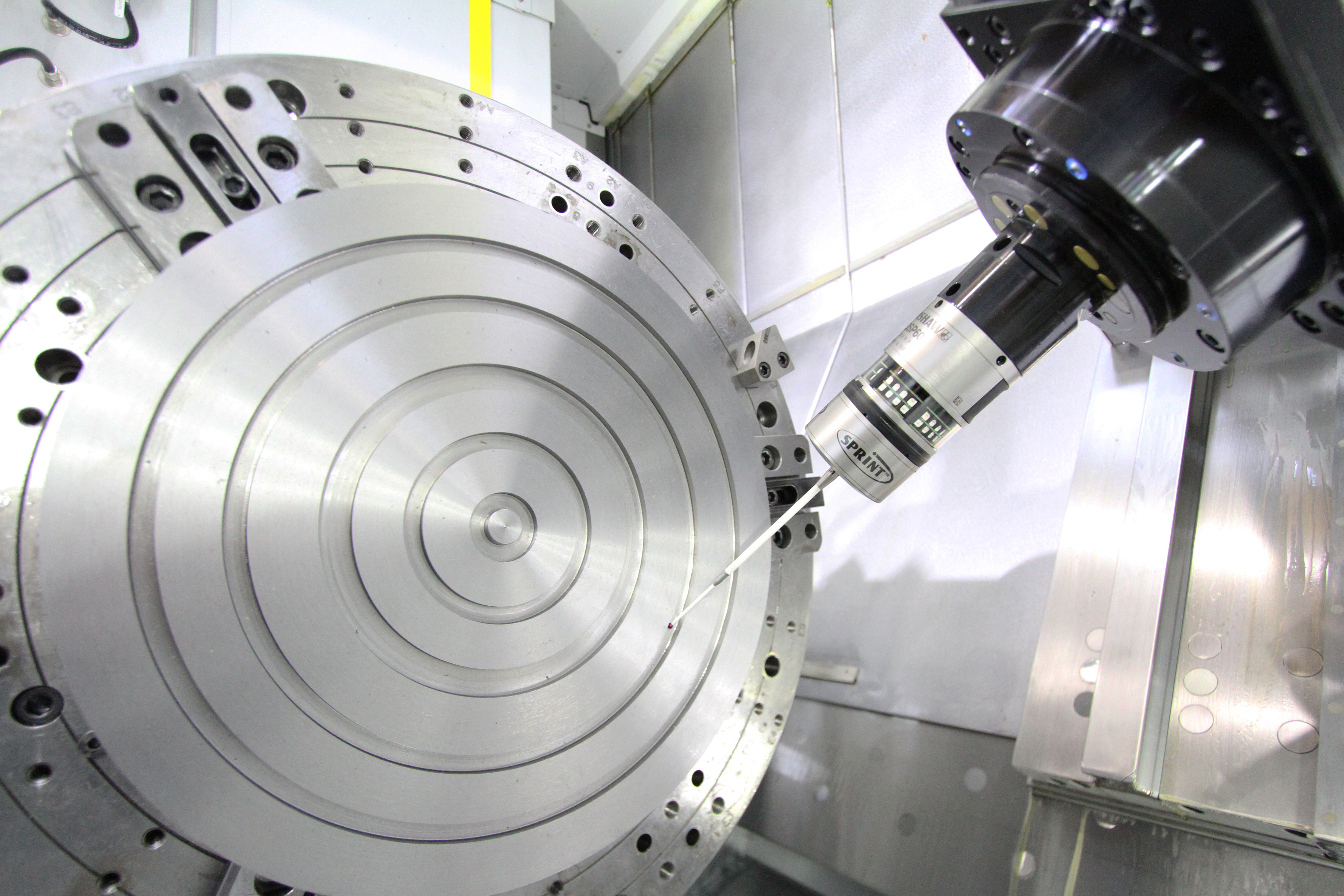
Automatisk måling i maskin
For implementeringen av konseptet har Niles-Simmons introdusert flere nye maskiniserings- og måleteknologier. Ved å gjøre dette er det nå mulig å oppnå ekstrem nøyaktighet ≤5µm i prosessen ved skanning av delene med en Renishaw Sprint målesensor og automatisk verktøykompensasjon etter målekutt. I tillegg til Sprint er det andre måleprober, som RMP60 eller RMP600, for å utføre andre måleoppgaver.
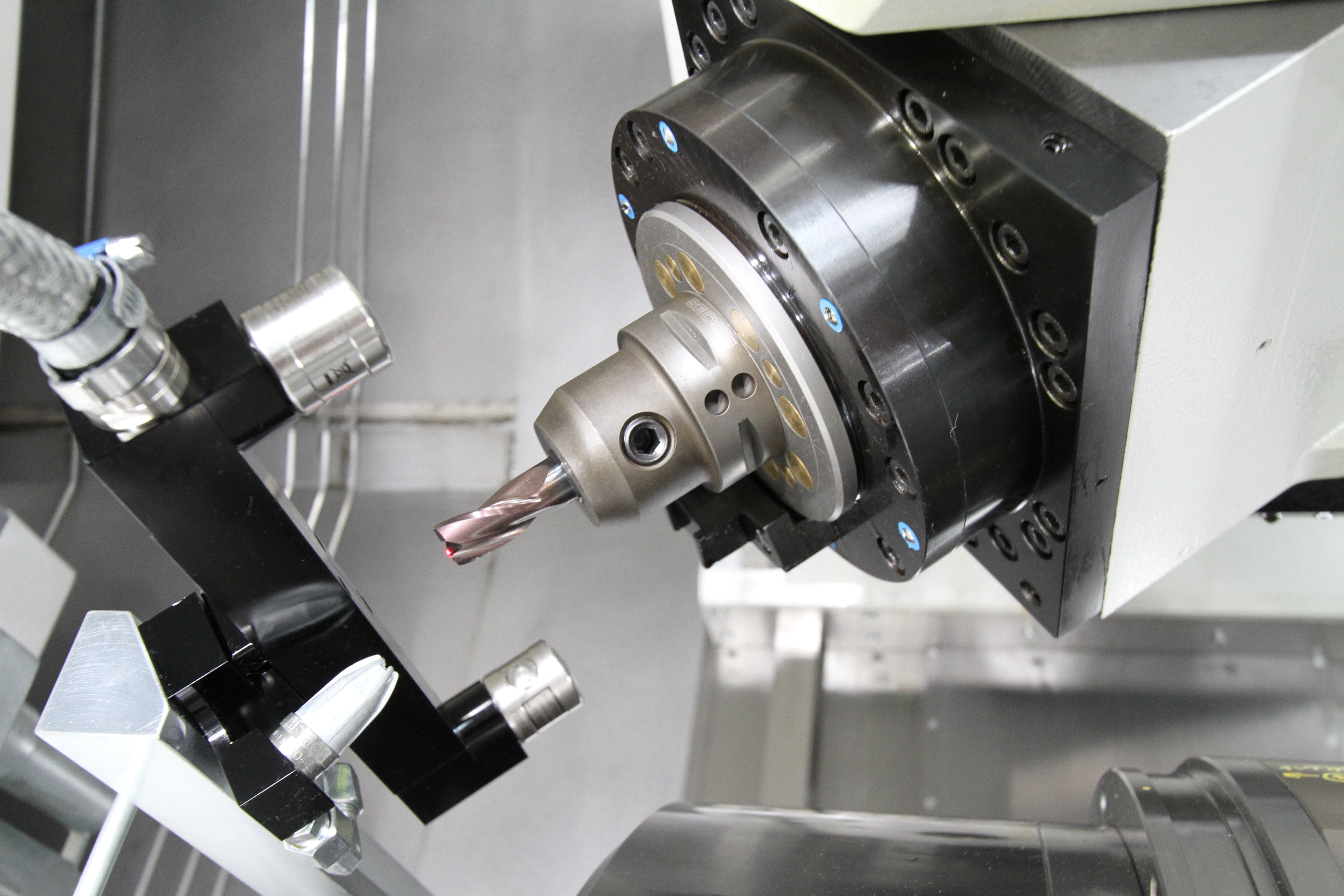
På samme tid utføres måling av alle nødvendige verktøy, igjen fullt automatisert inne i maskinen, med berøringsprober for faste verktøy og optisk målesystem (laser) for roterende verktøy.
Omfattende verktøymuligheter
For å ha nødvendige verktøy tilgjengelig er det mulig å konfigurere to verktøymagasin både på spindel- og bakdokkesiden, hver med en kapasitet på 144 verktøy som kan brukes i frese- og dreiespindelen. Verktøyene kan veksles inn automatisk fra begge sider.
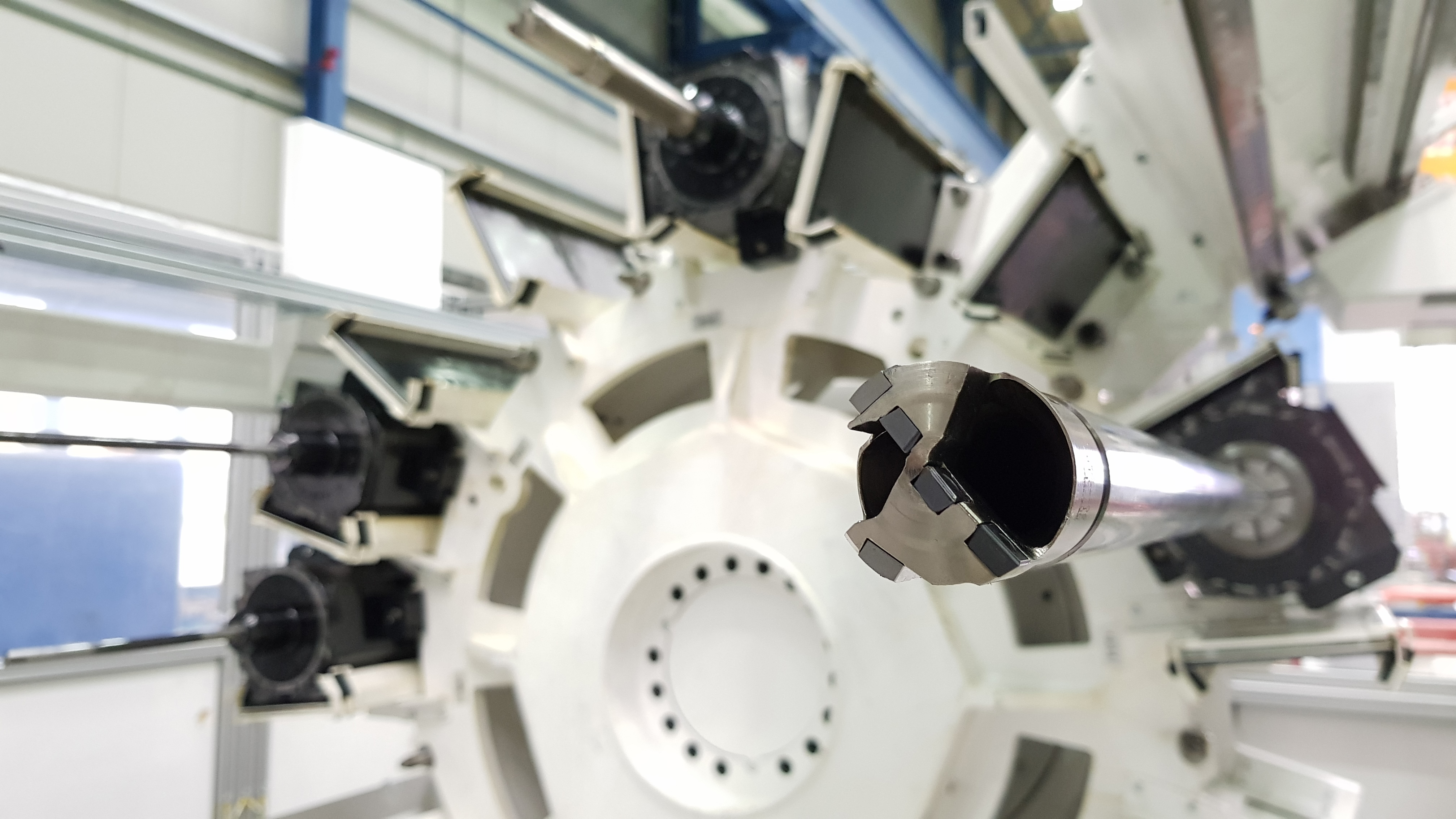
For spesielle maskineringsoppgaver kan dessuten et ekstra magasin brukes for en borsleide plassert på motspindelsiden. Dette magasinet har 16 plasser for kassetter for lange verktøy. Disse veksles også inn automatisk på borstangsleiden.
Lange verktøy, opptil to meter i lengden, kan brukes med kjølevæske opptil 300 bar og gjennomstrømning på opptil 150 l/min. Dermed oppfylles krav til dyphullboring som del av en ekstremt stabil og pålitelig prosess. Temperaturkontrollert kjølemiddel programmeres og overvåkes med sensorer, både når det gjelder trykk og volum.
Kan fritt konfigureres
For overflateoptimalisering av deler er det også mulig å integrere slipeoperasjoner i maskinen. Slipeskiver kan veksles, måles og avrettes helautomatisk. For å kontrollere gnistdannelse er også sensorer tilgjengelig. Kjøling, som må settes nær prosessen kontrolleres og posisjoneres med en separat NC-akse.
En fullt utstyrt maskin med frese- /dreieenhet, borstangsleide, revolver, hoved- og motspindel, samt briller og verktøyvekslere kan konfigureres med opptil 32 NC-akser. Grunnet denne kompleksiteten er det absolutt nødvendig med et CAD/CAM-system med integrert postprosessor.
God prosessikkerhet
For å sikre høy nøyaktighet, uavhengig av temperatur, er maskinen bygd opp med en spesiell væskekjølt maskinramme i spesialbetong, som gir bedre temperaturstabilitet og sikrer nøyaktighet, uavhengig av varierende omgivelsestemperatur. Maskineringssentrene er også utstyrt med demping og vibrasjonsdempende komponenter, som FEM-optimalisert sleidegeometri, hydraulisk spente komponenter langs deleaksene, dempeflater i maskineringsretningen og rulleføringer i størrelse 45/55 i maskineringsaksene.
For tydelig og enkel betjening brukes et Siemens O19 panel med ekstra berøringsskjerm for overvåkning av prosessen.
Prosessikkerheten med "Closed-Door-Machining" er, ifølge produsenten, tydelig forbedret med omfattende programvaremoduler i henhold til Industri 4.0, slik som VCS (volumetrisk kompensasjon), spindelmodulering, aksekompensasjon, verktøybrudd- og servoovervåking.
Det smidige samspillet mellom komponentene i programvaren, sofistikert maskinering- og måleteknologi, samt godt gjennomtenkt maskinkonstruksjon gir, ifølge maskinprodusenten, grunnlaget for, og er en forutsetning for suksess med "Closed-Door-Machining" uten inngripen av operatør.
Dette effektive maskineringskonseptet kjøres allerede hos flere kunder rundt i verden, og har ifølge produsenten etablert seg i markedet med stor suksess.
For mer informasjon se: www.niles-simmons.de og www.hedloev.no