
Dreiing i alle retninger - nå også innenfra og ut

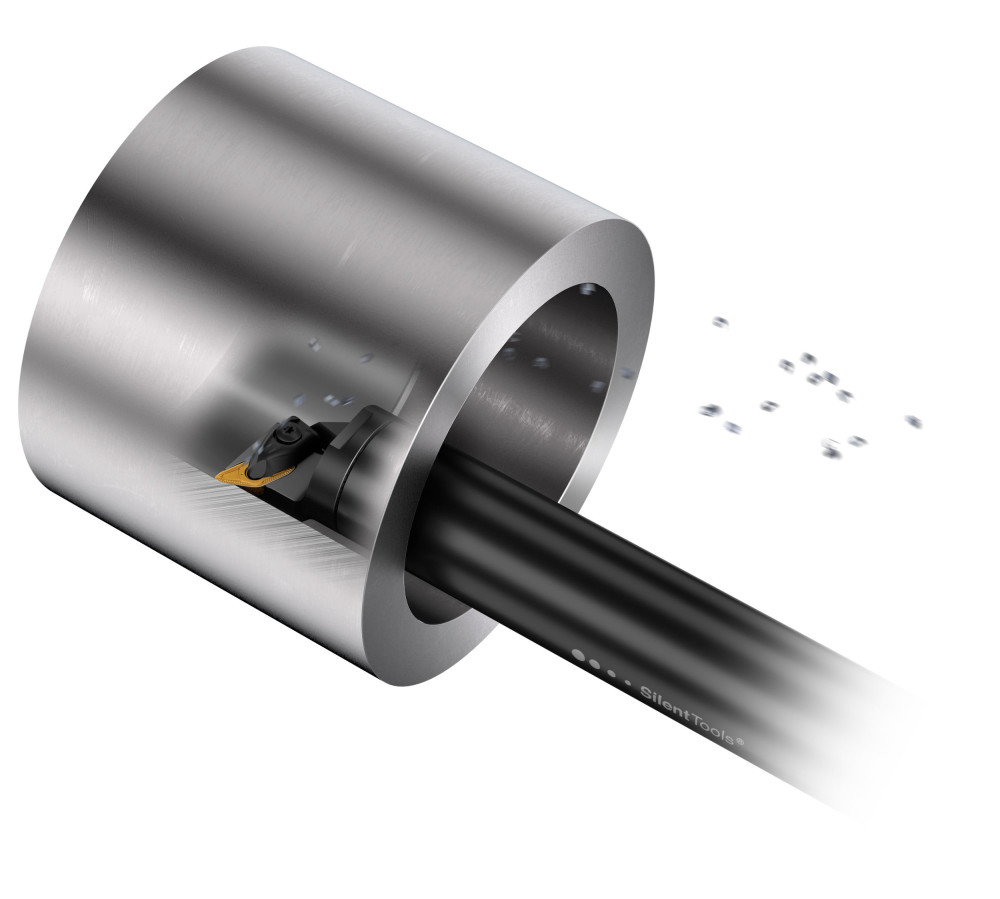
Etter fjorårets lansering av PrimeTurning-metoden, og verktøy for utvendig dreiing, presenterer Sandvik Coromant nå et spesielt CoroTurn Prime SL-hode som gjør at denne banebrytende prosessen også kan brukes ved innvendig dreiing. Det nye SL-hodet dekker behovene innenfor olje og gass, luftfart og andre produsenter som maskinerer diametere over 90 mm (3,5 tommer) og overheng inntil 8-10xD.
Høy produktivitet- Muligheten til maskinering fra innsiden og ut med CoroTurn Prime SL-hode kombinert med PrimeTurning-teknikken bidrar til ypperlig sponfjerning og sponkontroll, fastslår Hakan Ericksson, produktsjef for dreiing hos Sandvik Coromant, og legger til:
- Dette betyr at produsentene kan oppnå glimrende overflatefinish, kombinert med høy produktivitet, lengre verktøylevetid og høy maskinutnyttelse.
To typer skjærI motsetning til ved konvensjonell innvendig dreiing går verktøyet ved PrimeTurning inn i materialet i chuckenden av komponenten og fjerner metall under bevegelsen tilbake og ut gjennom åpningen (retning innenfra og ut). Dette gjør det mulig med en liten inngangsvinkel, noe som gir en markant produktivitetsøkning. Det er også ved spesielle behov en annen variant av CoroTurn Prime SL-hode tilgjengelig, som gjør det mulig å bruke PrimeTurning i tradisjonell retning (utenfra og inn).
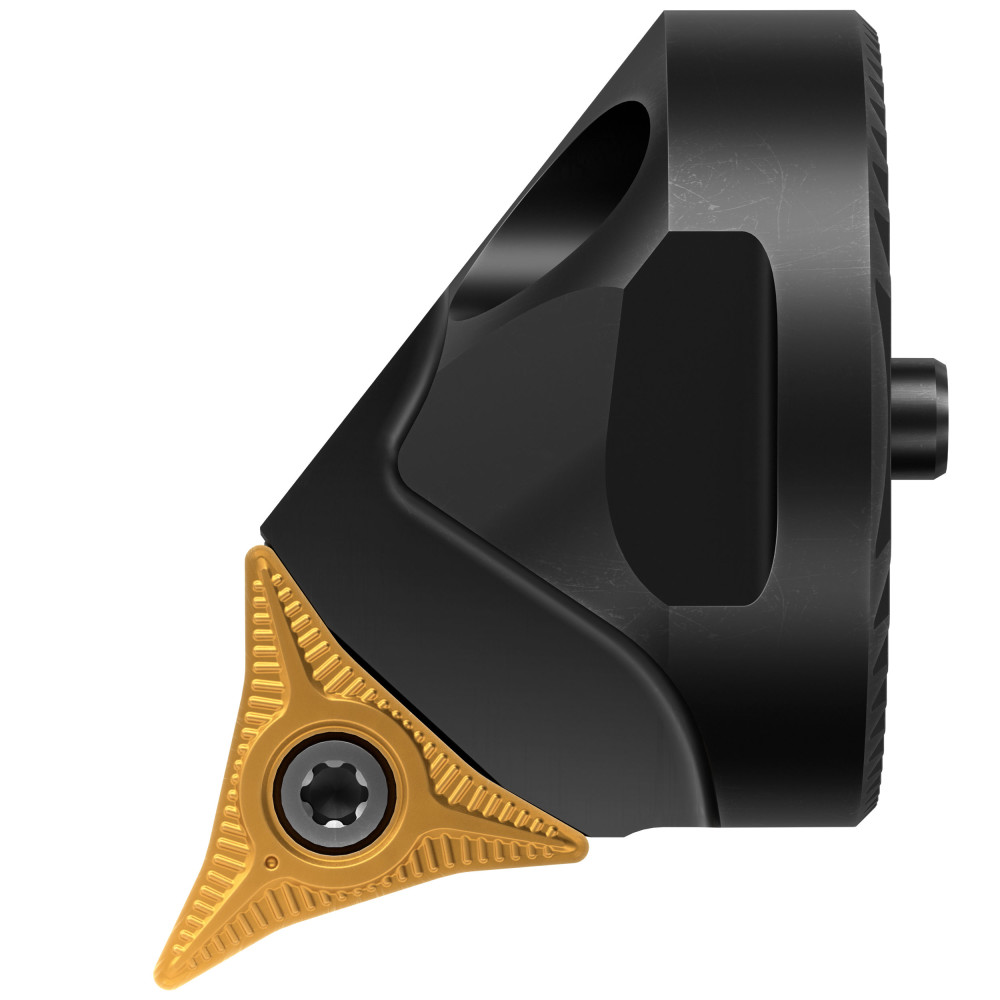
Det er to typer skjær for innvendig PrimeTurning: A-type for profil, finmaskinering og lett grovbearbeiding, og B-type for grovbearbeiding til finmaskinering.
Lengre verktøylevetidSkjæredata kan økes betydelig med PrimeTurning. Grunnen til dette er gunstige skjær- og stillvinkler som gir tynnere og bredere spon, noe som leder belastningen og varmen bort fra neseradiusen og gir lengre levetid for verktøyet. Fordi maskineringen skjer bort fra anslagskanten, er det ingen fare for at sponene klyper mot anslagskanten, en vanlig og svært uønsket virkning ved tradisjonell innvendig dreiing.
Fjerner problemerMed CoroTurn Prime SL-hode kan kundene bygge et bredt spekter av verktøykombinasjoner ut av få adaptere og skjærehoder. SL-hodene er tilgjengelige i 40 mm (1,575 tommer) diameter, til bruk på solide stål- og hardmetallbommer samt Silent Tools dempede borstenger for vibrasjonsfri innvendig maskinering.
Sandvik Coromant har utviklet den nye H3 geometrien for å eliminere eventuelle problemer med sponkontroll, noe som kan være utfordrende ved maskinering av lavkarbon- og høyfaststål. H3-geometrien er tilgjengelig for B-type skjær i kvalitetene GC4325, GC1115 og H13A.
For mer informasjon se: www.sandvik.coromant.com

{kind=link}
{kind=link}