Verdens største borstang er fra Norge

{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
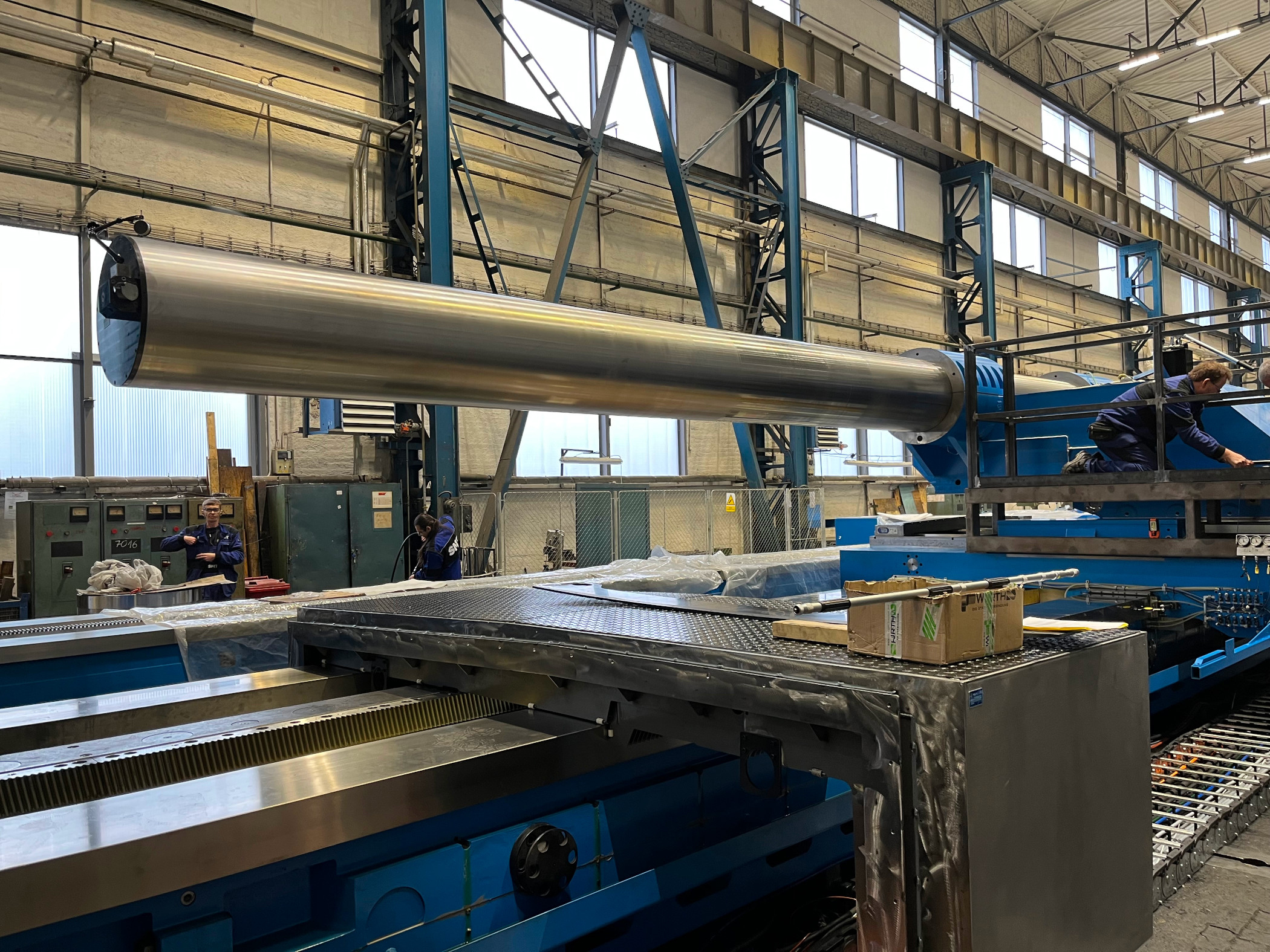
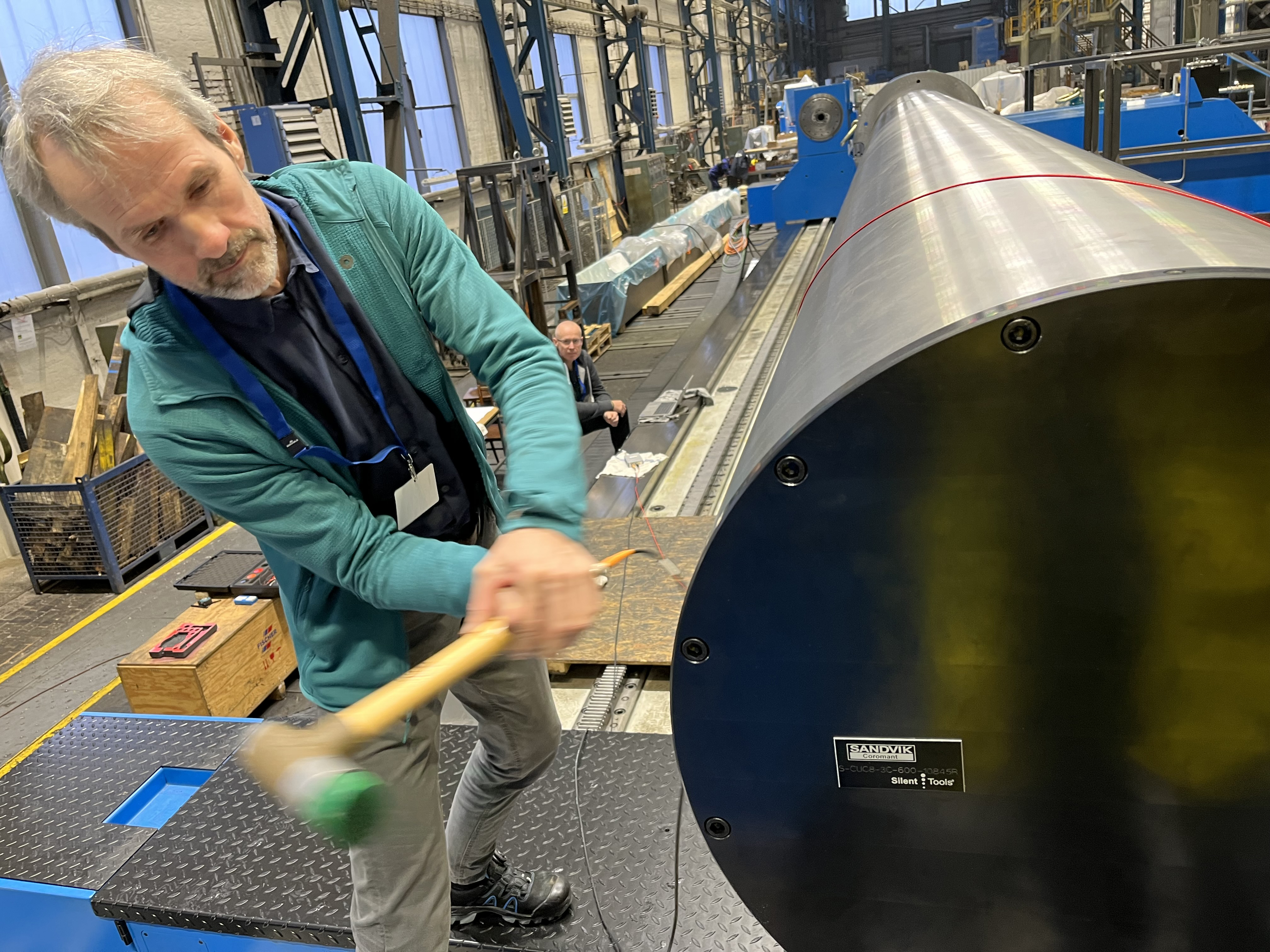
Verktøyspesialisten Sandvik Coromant har skrevet seg inn i historien som en innovatør innen presisjonsteknikk ved å utvikle verdens største borstang. Verktøyet har en lengde på nesten 11.000 millimeter (11 m) og en diameter på 600 mm og ble utviklet spesielt for å oppfylle maskineringskravene til Häkkinen Group Jyväskylä, en finsk maskinbygger.
Det er Sandvik Coromant i Trondheim som har utviklet en Silent Tools-borstang for den finske produsenten. Det store dreiestålet skal brukes til å fremstille nøyaktige metallkomponenter for en rekke sektorer, blant annet havbasert olje- og gassindustri, kraftoverføring og fornybar energi.
Til finpussing
Den første gangen Häkkinen Group Jyväskylä tok kontakt med Sandvik Coromant presenterte de et svært uvanlig sett med spesifikasjoner. De trengte et verktøy som var i stand til å maskinere en spesiell type komponent med kritiske dimensjoner. Selve komponenttypen ble ikke spesifisert på grunn av en fortrolighetsavtale, men det dreide seg om en usedvanlig stor komponent, som målte 800 mm i diameter og hadde en lengde på 12.000 mm (12 meter), og skulle maskineres fra begge sider.
Det ønskede verktøyet var en borstang, som skulle brukes i maskineringsoperasjoner for å utvide og finpusse diameteren til et eksisterende hull i et arbeidsstykke. Hull som lages av borstenger, blir nøyaktigere og glattere enn dem som lages ved hjelp av boring; boring gir ofte grovere hull.
Diameteren og lengden til en borstang bestemmes imidlertid ut fra dimensjonene på selve arbeidsstykket. Det anbefales å velge størst mulig stangdiameter ut fra bruksområdet for å oppnå best mulig stabilitet. Enkelt sagt krevde bruksområdet en borstang med hittil ukjente mål. Den store størrelsen ville være avgjørende for å oppnå dyp og nøyaktig innvendig dreiing, en arbeidsoppgave som lå utenfor kapasiteten til borstenger i standardstørrelser.
Redusere vibrasjoner
Häkkinen Group Jyväskylä henvendte seg til sin partner ŠMT — tidligere Skoda verktøymaskiner — med hovedkontor i Tsjekkia, en av verdens ledende produsenter av horisontale, svært presise bore- og fresemaskiner, horisontale dreiebenker med mer. Det var opplagt at ŠMT hadde bruk for tjenestene til en maskinverktøyspesialist som kunne levere en borstang med de helt spesielle dimensjonene som trengtes for å oppfylle kravene til dette unike prosjektet.
Med dette som formål henvendte ŠMT seg til Sandvik Coromant CZ, som også har sitt hovedkontor i Tsjekkia, for å spørre om de kunne bistå dem i utviklingen av den enorme borstangen.
- Sandvik Coromant er en anerkjent produsent av borstenger, særlig stenger med vibrasjonsdempende egenskaper, forklarer Vaclav Faber, prosjektingeniør hos Sandvik Coromant CZ, og legger til:
- Redusert vibrasjon er uhyre viktig i en borstang, fordi dette sikrer høy presisjon og høy kvalitet på overflatefinish ved maskineringsarbeid.
Kraftige vibrasjoner kan føre til unøyaktigheter, verktøyslitasje og redusert integritet på arbeidsstykket - aktuelle problemer på grunn av den store målestokken til maskineringsoperasjonene til Häkkinen Group Jyväskylä. Ved å minimere vibrasjonene, bevarer borstangen sin stabilitet og gir kontrollerte skjærebetingelser, noe som fører til høyere produktivitet, lengre verktøylevetid og enestående overflatefinnish.
ŠMT hadde også andre ufravikelige krav til borestangen: Kunden deres, Häkkinen Group Jyväskylä, trengte et verktøy som kunne integreres sømløst i de eksisterende maskinene, samtidig som grensene for dreieoperasjoner ble utvidet. Det var også avgjørende at den nye borestangen kunne brukes i den enorme dreiebenken til ŠMT.
Her kom Sandvik Teeness i Trondheim, Norge, inn i bildet som en aktuell partner. Dette teamet ble valgt på grunnlag av sitt ry som markedsleder og med erfaring innenfor utvikling og produksjon av borstenger helt tilbake til 1960-tallet.
Utfordringene
Stangen er laget av stål og inneholder en komponent som kalles en "demper" av tungmetall. En demper er en enhet som brukes til å redusere eller absorbere vibrasjoner, som heller sjelden benyttes i maskiner eller strukturer, og som er spent fast i spesielle gummiringer.
En annet viktig komponent knyttet til borstangen er Coromant Capto verktøyholder, som monteres foran stangen, og holder på plass skjærene som trengs til maskinering av arbeidsstykket. Coromant Capto er konstruert for å redusere tiden som brukes til montering og verktøyskift, noe som ifølge produsenten gir betraktelig bedre maskinutnyttelse og sørger for stabil og pålitelig maskinering.
- Verktøyholderen har vist seg å være spesielt nyttig for multifunksjonsmaskiner. Den gjør det mulig å montere verktøy med forskjellig lengde og design uavhengig av maskingrensesnittet. Coromant Capto oppfyller også kravet fra Häkkinen Group Jyväskylä om en borstang som kan brukes i en rekke forskjellige industrielle konfigurasjoner, sier Faber.
Omfattende tester
Spesialistene fra Sandvik Teeness foretok kritiske frekvensmålinger på stedet for å vurdere effektiviteten til dempeadapteren som var integrert i borstangen. Stangen ble tatt i bruk i en stor CNC-dreiebenk og ble testet flere ganger for tre bruksområder - grovmaskinering, sluttbearbeiding og profilering - hver gang med forskjellige skjæredata.
Verktøyet ble brukt med maksimalt tillatt fremspring på 10 ganger diameteren (10 x D), som anbefales for å minimere vibrasjoner og oppnå best mulig stabilitet og nøyaktighet. Sandvik Coromants Silent Tools-borestenger fikk dette navnet fordi de kjører med minimale vibrasjoner, og brukes generelt ved lange verktøyoverheng, slik at stiv fastklemming er svært viktig. Sylindriske borestenger må alltid festes i delt hylseholder med en minimum klemmelengde på 4 x stangdiameteren.
Skjæredataene var basert på de opprinnelige anbefalingene som ble generert av CoroPlus Tool Guide programvareplattform, og ble deretter justert under testene. Til grovmaskineringen ble borstangen hver gang kjørt med en skjærehastighet (vc) på 100 m/min og mating per omdreining (fn) på 0,4 mm/omdr. Belastningen på en borstang er hovedsakelig avhengig av skjæredybden (ap), innmateren og arbeidsmaterialet. Det er helt avgjørende å sørge for tilstrekkelig ap og fn for å unngå vibrasjoner under skjæringen. En ap og fn som er for høy, kan forårsake vibrasjon på grunn av verktøyavbøyning.
Derfor ble ap tilpasset for testformål. Borstangen viste tegn på vibrasjon ved en ap på 5,6 mm og begrenset ytelse ved 4,5 mm, men til slutt kom man frem til en anbefalt skjæredybde på 3,5 mm.
Under sluttbearbeidingen og gjennom profilbruk ble stangen kjørt ved en vc på 110 m/min, og en ap på 0,5 mm hver gang. fn ble tilpasset, og man kom frem til at 0,25 var den optimale og anbefalte innstillingen, som gav et ruhetsgjennomsnitt (Ra) på 3,4.
- Basert på testresultatene kunne ekspertene fra Sandvik Coromant anbefale skjæredataparametere og skjærkvaliteter til ŠMT, forklarer Faber.
Jaroslav Šuga, global kundeansvarlig for Sandvik Slovakia legger til:
- Vi hadde jevnlige møter med produksjonsteamet i Sandvik Teeness om leveringstiden for borstangen, pluss alle detaljer angående, behandling, transport og logistikk. Det vellykkede resultatet skyldtes at vi arbeidet sammen med designere fra ŠMT, tekniske eksperter, produksjonsteamet i Norge og alle som var involvert i salgsprosessen.
Videre investeringer
Sandvik Coromant har utviklet en borstang som er bemerkelsesverdig, ikke bare på grunn av størrelsen. Den er også et uvurderlig fortrinn for Häkkinen Group Jyväskylä, der den nå brukes til maskinering av presisjonskomponenter for diverse sektorer. Ettersom de er imponert over verdens største borstang, planlegger ŠMT nå videre å investere i flere — riktignok litt mindre — borstenger fra Sandvik Coromant til maskinering av litt mindre komponenter.
- Verdens største borstang blir stående som et vitnesbyrd over Sandvik Coromants utrettelige engasjement i innovasjon, presisjon og maskinbearbeiding, sier Faber.
For mer informasjon se: www.sandvik.coromant.com og www.konepajahakkinen.fi
Kilde: Sandvik Coromant