Titanytelse på sitt beste
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
ISCAR, en av verdens ledende produsenter av skjæreverktøy, benytter additiv produksjon til å fremstille freseverktøy i titan. Fremstillingsmetoden åpner for nye og mer funksjonelle løsninger innen maskinering.
Fresing med store verktøyoverheng praktiseres i forskjellige produksjonsprosesser og påvirkes blant annet av verktøykonfigurasjonen. Fresing av store lommer, hjørner, bratte vegger, brede kanter og underkutt er typiske bruksområder som krever verktøy med store overheng. Økt verktøyoverheng reduserer verktøyets stivhet, noe som påvirker maskineringsstabiliteten. Resultatet kan være vibrasjoner, dårlig overflatefinnish og redusert verktøylevetid.
Mange faktorer
Den integrerte designen med langtrekkende verktøykropp gir løsninger for maksimal stivhet. Dette designkonseptet har bruksbegrensninger på grunn av betydelige produksjonskostnader og høy risiko for funksjonstap. For eksempel kan brudd på skjæret forårsake skade på verktøykroppen, noe som kan føre til store tap ved bruk av kostbare verktøy.
Verktøydesign-sammenstillinger er vanlige og brukes for å unngå mulig verktøybrudd. Et verktøy med lang rekkevidde består av en fres i vanlig størrelse og en verktøyholder som monterer fresen. Om nødvendig er selve verktøyholderen en modulær sammenstilling og inkluderer standardelementer, for eksempel en baseenhet for maskinspindler, forlengere, reduksjoner og mer. Monteringsverktøyprinsippet har viktige fordeler som allsidighet, optimalisert verktøykonfigurasjon og effektiv tilpasning. Hvis skjæret er skadet kan den enkelt skiftes ut, mens andre monteringselementer forblir fungerende.
Monteringen fører til dårligere verktøystivhet, noe som kan påvirke verktøyets dynamiske ytelse sammenlignet med en integrert kropp. Monteringsprinsippet gjør det mulig å bruke verktøyholdere med vibrasjonsdempende egenskaper som forbedrer enhetens dynamiske respons betydelig. I dette tilfellet bør skjæreforholdene ofte reduseres for å eliminere vibrasjoner og støy som forårsaker redusert produktivitet.
Ytelsen til indekserbar fresing forbedres av faktorer som splitting av skjæregger, ulik vinkling og en annen skjærekanthelling. Disse attributtene er knyttet til skjæregeometri og er knyttet til selve verktøyet.
Å redusere vekten på fresekroppen bidrar til bedre dynamisk stabilitet. Vektreduksjon bør imidlertid ikke svekke verktøyets styrkeegenskaper.
3D-printes
Stål er det tradisjonelle materialet som verktøy er laget av. Titan kan brukes til å erstatte stål og har lavere tetthet, men er preget av høy styrke. Titan har også utmerket korrosjonsbestandighet med anti-slitasjeegenskaper som er en viktig faktor for den forlengede verktøylevetiden til fresekroppen. Sammenlignet med stål er titan preget av dårlig bearbeidbarhet, noe som uunngåelig fører til økte produksjonskostnader. Et verktøydesign med hulrom vil redusere massen til fresen, men vil øke produksjonskostnadene.
Moderne produksjonsteknologier muliggjør løsninger for hindringene. Additiv produksjon er en effektiv metode for å oppnå den komplekse konfigurasjonen av et freselegeme samtidig som det minimerer maskineringsoperasjoner. 3D-printing forenkler produksjonen av titanfremstilte verktøy samtidig som det sikrer bærekraft. Ledende produsenter av skjæreverktøy har tatt i bruk 3D-prosesser for å produsere freser beregnet for bearbeiding med store overheng. Det blir mer vanlig å designe lette vendefreser med titanlegemer ved bruk av additiv produksjon.
Økt produktivitet og levetid
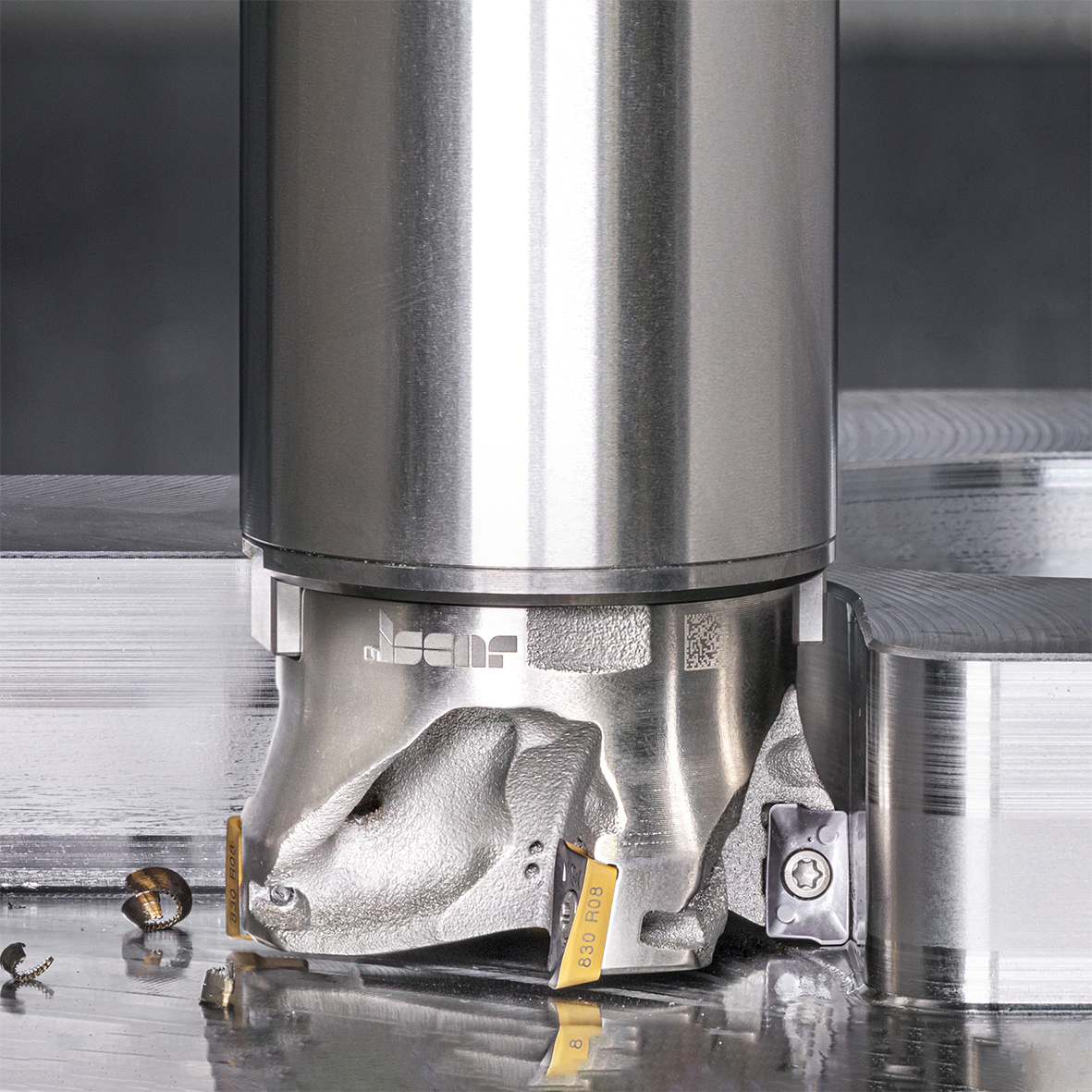
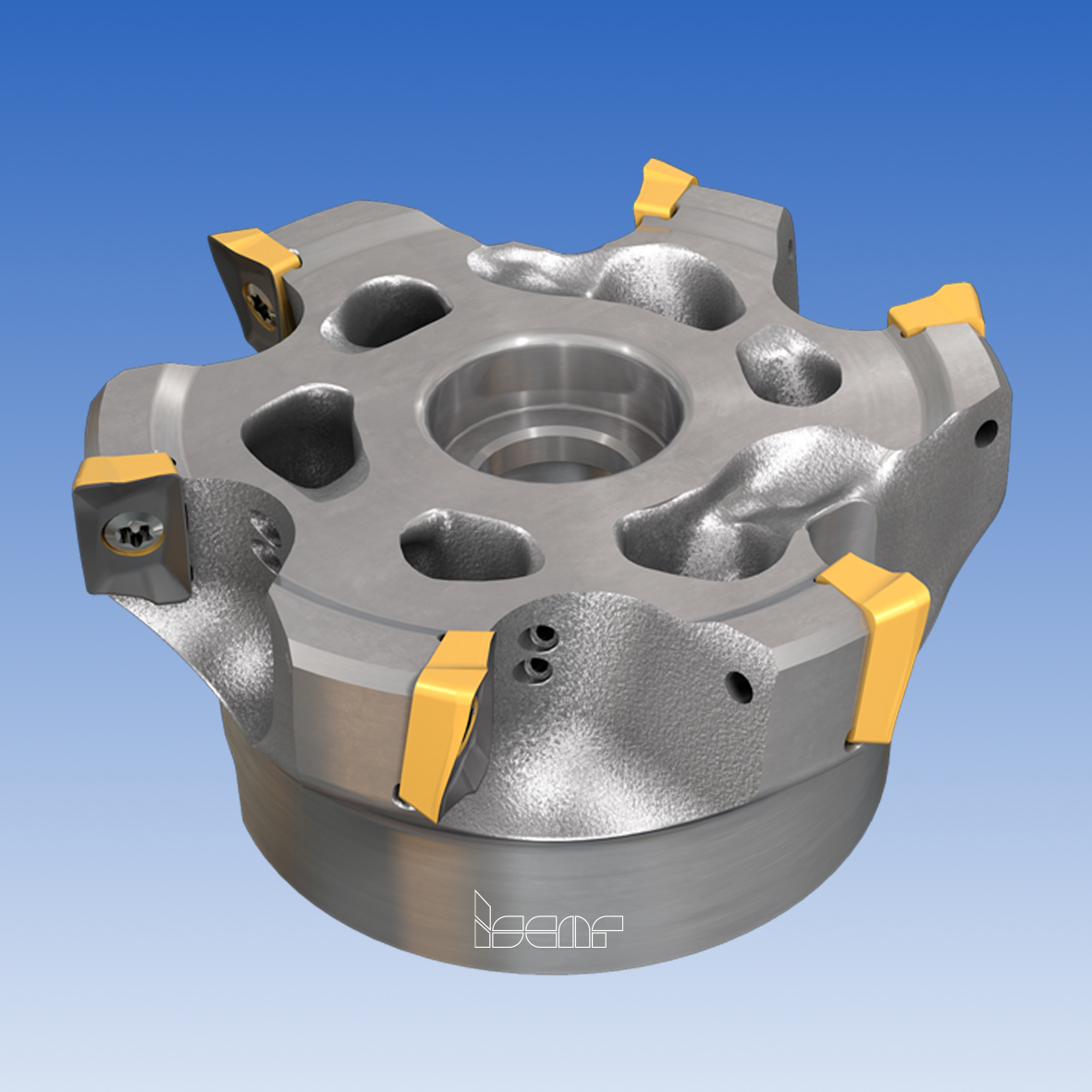
En av de nye designene for planfres ble nylig introdusert av ISCAR (fig. 1). Fresene utvider produktspekteret til HELI2000 90°-freser hvor det er montert vendeskjær med positive skjæreegger. Implementeringen av lette freser i titan med spiralskjær er et symbol på ISCAR, kjent for sine originale og innovative freseløsninger.
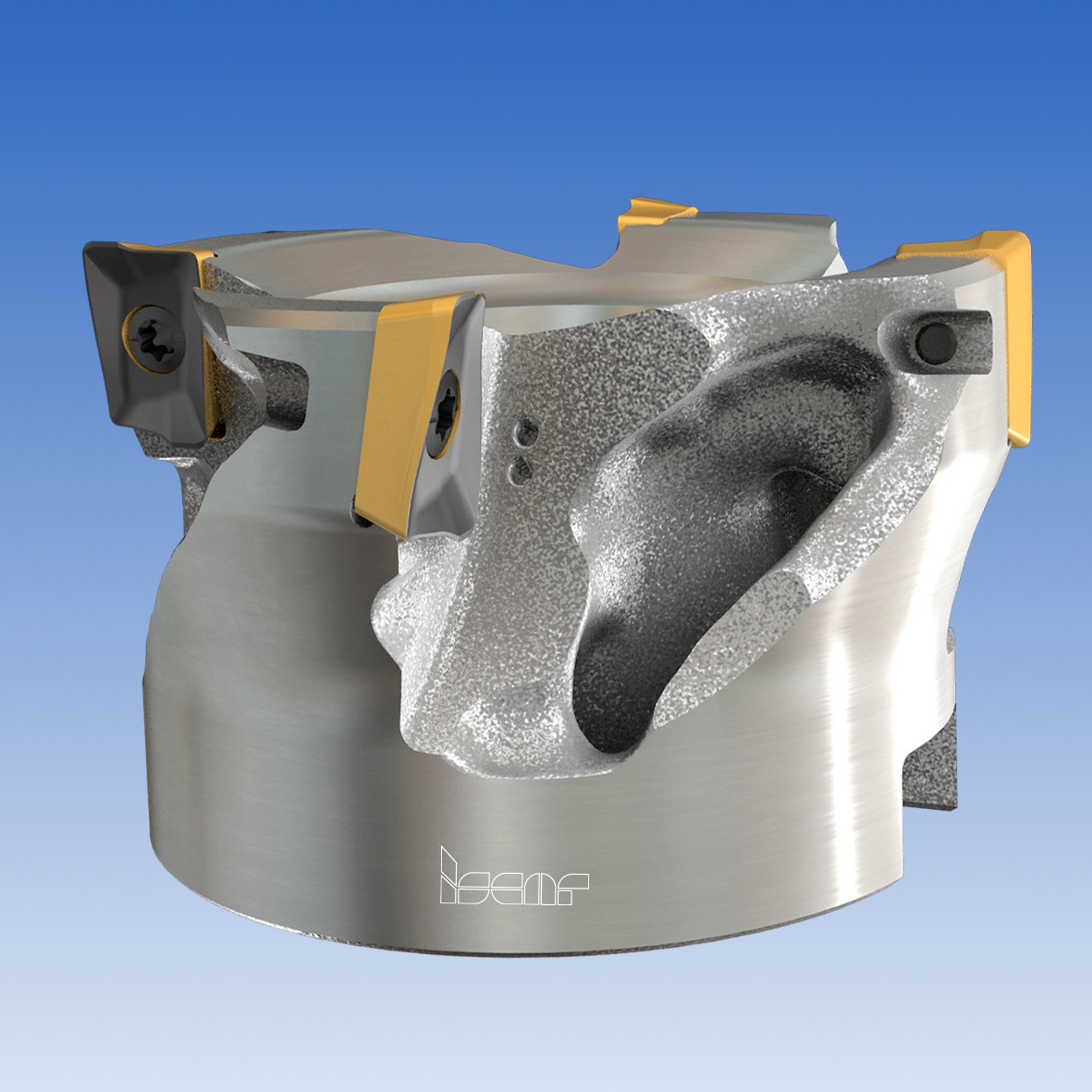
Planfres-kroppen er formet ved bruk av selektiv lasersmelting (SLM), som er en av 3D-printteknikkene. Som et resultat har verktøykroppelementer som kjølekanaler og vektreduksjonshulrom sofistikerte former, uvanlige for maskinering av metaller (Fig. 2 og 3). Additive produksjonsteknologier muliggjør maksimal bruk av beregningsbasert væskedynamikk for å optimalisere profilen til indre kanaler for å sikre effektiv kjølevæske gjennom freserkroppen. Tradisjonelle maskineringsprosesser har begrensninger i utformingen av kanalene, mens 3D-funksjoner gir uendelige muligheter.
Fresedesignkonseptet bruker også prinsippet om ulik vinkling for å forbedre vibrasjonsmotstanden til fresen.
Den nye designen basert på kombinasjonen av atypisk kroppsmateriale med 3D-fordeler har brakt frem robuste, lette planfreser beregnet for maskineringsapplikasjoner med lang rekkevidde. Det nye verktøyet gir ifølge ISCAR stabil skjæring med høye overheng, noe som sikrer økt produktivitet og verktøylevetid. I den innledende fasen introduserer ISCAR planfreser i titan i diameter på 50 og 63 mm. For å forbedre resultatene, og oppnå en god overflatefinish, anbefaler verktøyprodusenten å montere fresen på verktøyholdere med antivibrasjonsmekanisme, som ISCARs Whisper Line-adaptere.
For mer informasjon se: www.svea.no og www.iscar.com
Kilde: ISCAR