Planfresing nær skuldre

{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
Det foregår store endringer i metallbearbeiding verden over. Komplekse maskineringsprosesser er utenkelige uten bruk av planfreseoperasjoner. Planfresing er selve operasjonen som ikke kan undermineres. I denne artikkelen forteller verktøyprodusenten ISCAR hvorfor.
Ved planfresing er aksen til et skjær riktig til den bearbeidede overflaten. Et stort flertall av planfreser er vanlige indekserbare verktøy i sylinderfreskonfigurasjon. De har forskjellige skjærekantvinkler (inngangsvinkler) som 45°, 60°, 65°, 75°, 90°. Planfreser beregnet spesielt for produktiv grovbearbeiding ved bruk av metoder med høy sponavvirkning (HFM) har en betydelig mindre skjærekantvinkel, typisk 10°–17°. Den skjærende vinkelen har innvirkning på dekomponeringen av skjærekraften, som virker på skjæreaksens plan, på radielle og aksiale komponenter referert til som radielle, og aksiale skjærekrefter. Når alt annet er likt, definerer denne vinkelen den maksimale skjæredybden. Skjærekantvinkelen bestemmer i stor grad bruksområdet til en planfres, noe som gjør 45° planfreser mest allsidige.
Slike freser har en viktig fordel som angir et førstevalg av 45° freser ved planfresing, spesielt ved bearbeiding av åpne plane overflater. Disse fresene sikrer en god balanse mellom radielle og aksiale skjærekrefter, en maskinert overflate av høy kvalitet og gunstige skjæreforhold når et verktøy kommer inn eller ut av materialet som maskineres. De vanligste planfrestypene er 45°-skjær.
Høy allsidighet
Imidlertid har 45°-planfreser visse ulemper med vekt på forming av rektangulære profiler. Selv om bearbeiding av hjørner kjennetegner applikasjoner for fresing, er det også behov for rektangulære profiler. Alle plane overflater på en maskinert del er bundet av skuldre. Påføring av 45° planfreser selv når du skjærer nær skuldrene kan medføre vanskeligheter. Planfreser med 90° skjærevinkel er etterspurt for rektangulære profiler. I tillegg sikrer 90°-verktøy lave aksiale krefter, noe som gir god grunn til å bearbeide deler med tynnveggede strukturer eller skjære under dårlige forhold. Utover det gir skjær for 90° planfreser en høyere skjæredybde sammenlignet med skjær i samme størrelse, beregnet for 90° pinnefreser.
Den nøyaktige metoden for å designe 90° planfreser benytter de samme skjærene som er beregnet for 90° pinnfreser. Dette konseptet gir høy skjærallsidighet og forblir utbredt.
For å sikre en god overflatefinnish bør skjærene til flertannede vendeskjærs freser med stor diameter utformes med en wiper flat som er betydelig større sammenlignet med en pinnefres, som kjennetegnes av færre tenner. Verktøyprodusenter praktiserer ulike prinsipper i sin utvikling som fokuserer på produktivitetsløsninger, skulderprofilnøyaktighet og effektiv utnyttelse av wolframkarbid som er hovedmaterialet i vendeskjær. Den ideelle designen gir utmerkede løsninger og samsvarer med konkurransedyktige maskineringskrav.
Et alternativ
ISCAR NEODO S90° er en familie av 90° planfreser som spenner opp 8 mm dobbeltsidige firkantede hardmetallskjær (fig. 1). Denne familien av skjær er beregnet for grov- og halvbearbeiding av stål og støpejern. Det dobbeltsidige skjærkonseptet viser en slitesterk skjærstruktur og muliggjør åtte vendbare skjærekanter. Skjæret kan virke enkelt, men når man ser nøye etter har skjærets sideflate en kompleks form som gir en bred wiper flat på hver skjærekant. Planfresene har positiv radial og negativ vinkel og sikrer en nøyaktig 90° profil ved fresing med skjæredybder på opptil 5 mm. NEODO S90°-skjærene muliggjør plan- og skulderfresing, samtidig som de gir et ekstra alternativ for bearbeiding nær veggene der arbeidsstykker eller oppspenning medfører begrensninger.
Bedre finnish
I små verktøydiameterområder mellom 32–63 mm introduserer ISCAR en familie av HELIDO Trigon Line (fig. 2). Denne verktøyfamilien kjennetegnes av planfreser med mange skjær og dobbeltsidige trigon-formede skjær for ekte 90°-profiler med en skjæredybde på opptil 4 mm for ultrahøy produktivitet. Skjærets trigonform gir seks indekserbare skjærekanter og danner positive skjærvinkler i både radial og aksial retning. Kombinert med en bred wiper flat, bidrar skjærets design til en forbedret overflatefinnish og utfører enkelt ramp-down milling.
Kostnadseffektiv
LOQIQ-8-TANG planfreser (fig. 3) monterer tangentielle fastspente skjær med åtte skjærekanter og gir en kostnadsgunstig løsning for grovbearbeiding av grove flater nær hjørner. Det tangentielle oppspenningskonseptet kombinert med et svalehalefesteprinsipp og en slitesterk skjærstruktur resulterer i en sterk og stiv verktøydesign for å tåle store belastninger ved grovfresing.
Økt nøyaktighet
ISCAR har oppgradert HELIQUAD-familien med 90°-freser med tradisjonelt utformede ensidige firkantede skjær. Spesielt er de nye skjærene beregnet på maskinering av titan og varmebestandige superlegeringer (HTSA), spesielt ved fresing av flater nær hjørner.
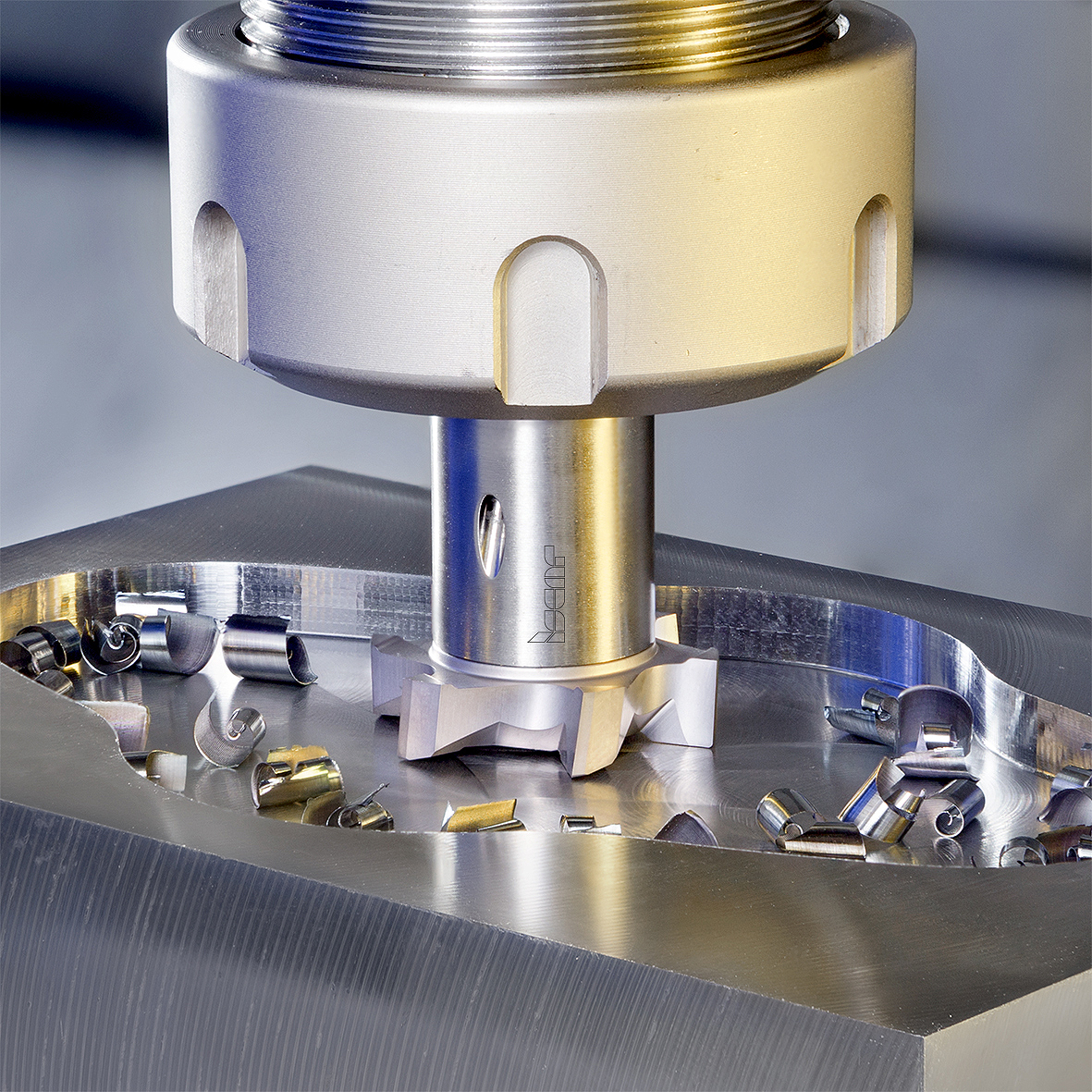
I freseapplikasjoner som krever små verktøydiameter, kan Multi-Master utskiftbare planfresehoder i hardmetall i diameter på 12–25 mm gi effektive resultater (fig. 4). På grunn av flertannsdesignet garanterer hodene, ifølge produsenten, produktiv fresing ved høye mateverdier. En viktig fordel med dette unike planfresehodet er dets høypresisjonsegenskaper, som er sammenlignbare med hardmetallverktøy. Slike presisjonsnivåer resulterer i økt maskineringsnøyaktighet og utmerket overflatefinnish.
For mer informasjon se: www.svea.no og www.iscar.com
Kilde: ISCAR