Dyphullboring i maskineringssenteret

{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
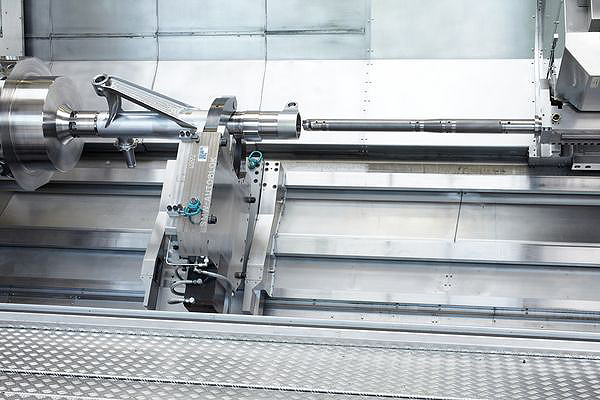
Dyphullboring er en av spesialdisiplinene innen maskinering, spesielt ettersom slike maskineringstrinn vanligvis krever spesialutstyr både når det gjelder verktøy og maskiner. Som maskinprodusent utstyrer WFL maskinen på en slik måte at den har en rekke avgjørende fordeler fremfor en klassisk dyphullboremaskin.
Nesten alle industrier som benytter komplett maskinering har arbeidsstykker som krever dyphullboring. Til syvende og sist er det oppgavene som utføres i den respektive bransjen som gir opphav til forskjeller i prosessen. I romfartsindustrien er det nødvendig å bearbeide materialer som titan, Inconel og andre varmebestandige legeringer. Dyphullboring er spesielt vanskelig med disse materialene fordi verktøyene er utsatt for stor slitasje og kontrollert sponbrudd krever spesielle tiltak. Som maskinprodusent krever WFL omfattende ekspertise når det gjelder bruk av riktig verktøy og valg av den optimale skjærevæsken.
Fleksibelt maskinkonsept
Dype hull i plastindustrien må vise ekstremt høy sylindrisk dimensjonsnøyaktighet. Noen av disse arbeidsstykkene blir deretter honet for å sikre at den nødvendige kvaliteten kan oppnås. Når man utfører dyphullboringer i veivakselindustrien derimot, er tilgjengelighet svært viktig fordi oljehullene produseres i en lang rekke vinkelposisjoner. Det avgjørende her er et fleksibelt maskinkonsept som gjør det mulig å nå et bredt spekter av vinkler uten omstillingstid for boring av tilsvarende hull. Perfekt tilgjengelighet er mulig her takket være den svingbare B-aksen til Millturn-maskinene.
Førsteklasses resultater
WFL utvikler spesialverktøy, dels for å sikre stabil verktøyoppspenning, men fremfor alt for å levere riktig skjærevæsketrykk og -volum direkte til verktøyets skjærekant. I en helautomatisk sekvens er det også mulig å bytte svært lange dyphullboreverktøy. Med WFL kan et automatisk verktøybytte utføres ved hjelp av et oppsamlingsmagasin og prismatisk verktøyveksler.
Et presist pilothull danner grunnlaget for gode resultater ved dyphullboring, hvor WFL danner et pilothull direkte i arbeidsstykket for å styre det lange, ustabile boret. Disse pilothullene er produsert med en overdimensjon på < 20µm til en dybde på 1,5x hulldiameteren. Ifølge maskinprodusenten er den ytterste presisjon garantert, takket være arbeidsstykkemåling og WFL-målesykluser.
Ved produksjon av sentriske hull kan arbeidsstykket og verktøyet roteres i motsatte retninger for ytterligere å forbedre kvaliteten når det gjelder hullsenteravvik.
Skjærevæsketrykk kontra -volum
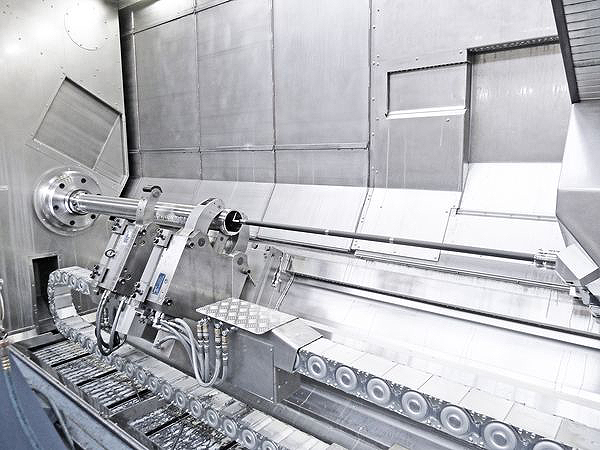
Millturn-maskiner tilbyr ulike alternativer når det gjelder tilførsel av skjærevæske. For liten hulldiameter føres for eksempel skjærevæsken direkte gjennom fresespindelen med et skjærevæsketrykk på opptil 200 bar, mens skjærevæskevolumet er omvendt avgjørende for større hulldiameter. Den mates automatisk til verktøyhuset via en bypass-ledning. Det lukkede arbeidsområdet til WFL-maskinene er avgjørende med så høye skjærevæsketrykk og -volumer.
Automatisk måling og adaptiv kontroll
På grunn av den lange verktøyeksponeringen er dypborede hull utsatt for hullsenteravvik som øker med hulldybden. Disse maskineringsfeilene kan ikke elimineres fullstendig, selv ved maskinering på Millturn-maskiner. En spesielt interessant bearbeidingsmetode benyttes derfor her.
Hullsenteravvik måles ved intelligent prosessmåling etter fullføring av dyphullboring. Dette utføres enten med forlenget målesonde eller ved hjelp av ultralydmåling av veggtykkelse. Dette innebærer å måle tykkelsen på veggen ved ulike periferiske posisjoner og beregne midten av senterhullet. Nye klempunkter produseres så på arbeidsstykket konsentrisk til det defekte dypborede hullet ved hjelp av dreiefresing. Dette gjør det mulig å fullføre alle påfølgende maskineringsprosesser med svært nær form og posisjonstoleranse til det dype borede hullet.
Det spesialutviklede prosessovervåkingssystemet WFL iControl brukes til å oppdage verktøybrudd eller verktøyslitasje på et tidlig stadium. Slike overvåkingssystemer er viktige ved intern maskinering fordi operatøren ikke har utsikt over maskineringspunktet. Systemet forhindrer derfor brudd på verktøyet - som setter verktøyet og arbeidsstykket i fare - eller holder deres påvirkning på arbeidsstykket og maskinen til et minimum.
En rekke fordeler
Fordelene ved å kunne foreta også dyphullboring i maskineringssenteret resulterer i komplett maskinering i én maskin. Det gir helautomatisk prosess på grunn av automatisk verktøyskifte og optimal produksjonsmetode for den respektive bearbeidingssituasjonen. Integrert, automatisk måling gir pålitelig prosess. Skjærevæsken, som er avgjørende for dyphullboring, kan mates helt opp til skjærekanten på verktøyet. Dette resulterer i lang verktøylevetid og pålitelig evakuering av spon fra hullet under prosessen. Svært høye matekrefter, på opptil 50kN, i Z-aksen sikrer boring av store hulldiameter.
For mer informasjon se: www.wfl.at