Klinger Westad oppnår enorme besparelser med robotcelle

Da Klinger Westad bestemte seg for å investere i sin første robotcelle var planen å lage et «best mulig»-prosjekt. Resultatet har blitt en suksess med enorme besparelser. - Vi har fjernet 60.000 manuelle håndteringer årlig, sier prosjektleder Erik Tøien.
For omtrent fire år siden begynte planleggingen av den robotcellen som i dag bearbeider ventilringer i AISI 316 rustfritt stål. Ringene brukes på butterfly-ventiler i den marine industrien, type LNG-tankere, LPG og LEG tankskipsystemer, kjemikalie- og produkttankere, men også i landbaserte bruksområder.
- Utfordringen med ringene er at de er relativt store i diameter og samtidig tynne, innleder Erik Tøien, prosjektleder hos Klinger Westad.
Les også: LTS Maskin med 3D-printing i metall: Blir forhandler av Meltio – bygger hybrid Colchester CNC-fres
Satt sammen leverandørnettverk
For å lage «best mulig»-prosjekt samlet Tøien sammen en håndfull erfarne maskin- og utstyrsleverandører.
- Vi valgte leverandører vi har lang erfaring med og som vi vet har kompetanse til å bidra, men også personkjemi som fungerer sammen, sier Erik Tøien.
Reduserte 60.000 manuelle håndteringer
Han beretter om hvordan prosjektet kom i gang.
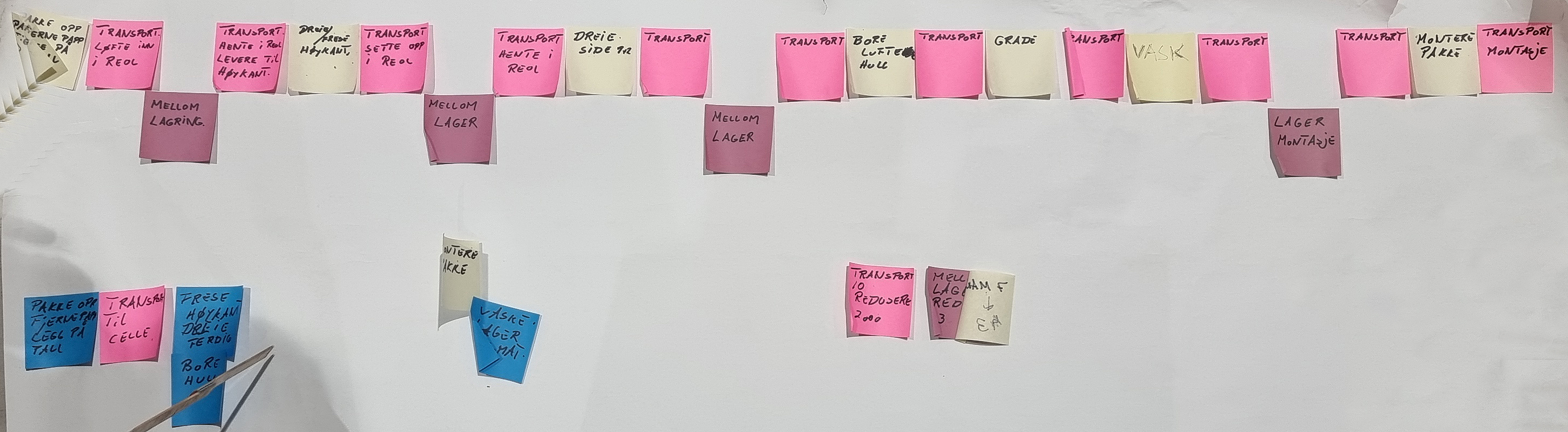
- Vi ønsket å forbedre syklustider og få til ubemannet produksjon. Dermed ble en større kartleggingsprosess gjennomført for å dokumentere alle prosesser og bevegelser for å produsere ventilringene. Erik viser frem et stort ark med klebelapper i forskjellige farger.
- Her ser du alle de prosessene som før måtte til for å produsere ferdig ringene. Vi kalkulerte ut alle bevegelser og med den nye robotcellen sparer vi ti manuelle håndteringer per ring, og med 6000 ringer per år blir det 60.000 sparte håndteringer. I tillegg kan du ta med at robotcellen ikke tar pauser.
Dette er cellen
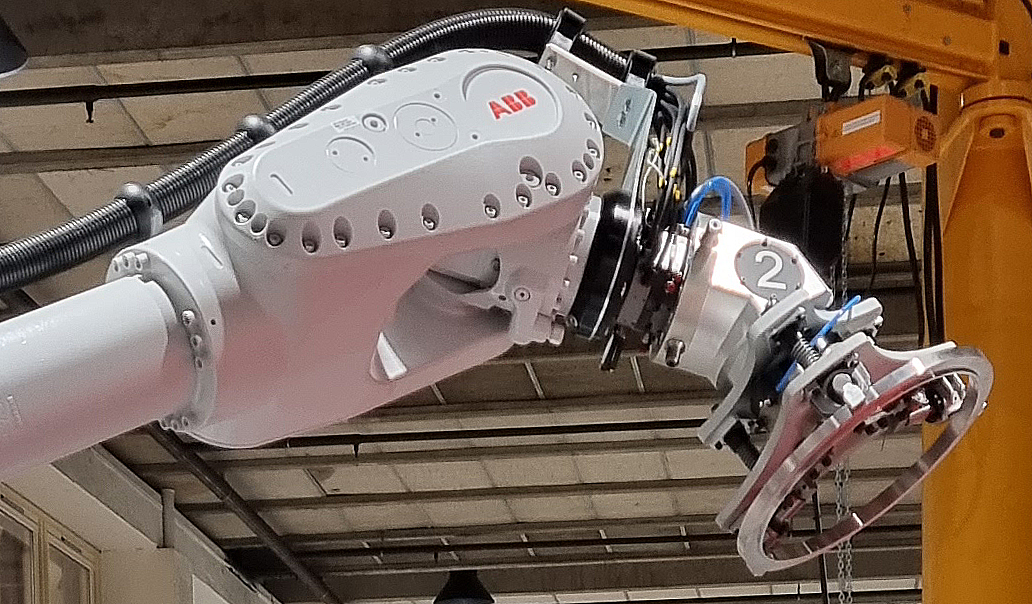
Den nye robotcellen bearbeider ti ulike dimensjoner fordelt på tre typer ringer. Emner fylles manuelt inn på paletter som roboten plukker fra. Et eget robotgripeverktøy og magasin ble utviklet og produsert av KSM - Skien Verktøyindustri AS (tidl. Karlsen & Solbakken Maskinering AS). ABB-roboten, som er levert av Bergsli Metallmaskiner AS, løfter emnet inn i en EMCO Hyperturn 110 dreie-fresemaskin, også levert av Bergsli. Maskinen har to spindler og flytter selv emnet fra subspindel til hovedspindel, før roboten igjen henter emnet og vender det og mater dette inn i maskinen igjen. Chuckene er av typen HWR VK-S 063, INOFlex 4-jaw compensation som er selvsentrerende. De er utstyrt med pendelbroer slik at det i praksis blir to 8-bakkede chucker. Den ene chucken har harde bakker og den andre bløte for finmaskineringen.
Løsningen er levert av Ing. Yngve Ege AS.
CNC-maskinen dreier, freser, borer og gjenger ferdig ringen. Roboten henter ferdig del, flytter denne inn i en delevasker fra Teijo Norge AS. Mens delen vaskes henter roboten et nytt emne som mates inn i CNC-maskinen. Når delen er ferdig vasket flytter roboten den over i merkemaskinen, av type Pryor, levert av Bergsli. Delen lasermerkes med serienummer og en QR-kode for full sporbarhet. Ferdig merket del flyttes så fra merkemaskinen over i en Hänel lagerautomat av paternoster-typen. Denne maskinen har uttaksstasjon på baksiden som vender rett inn mot monteringsavdelingen.
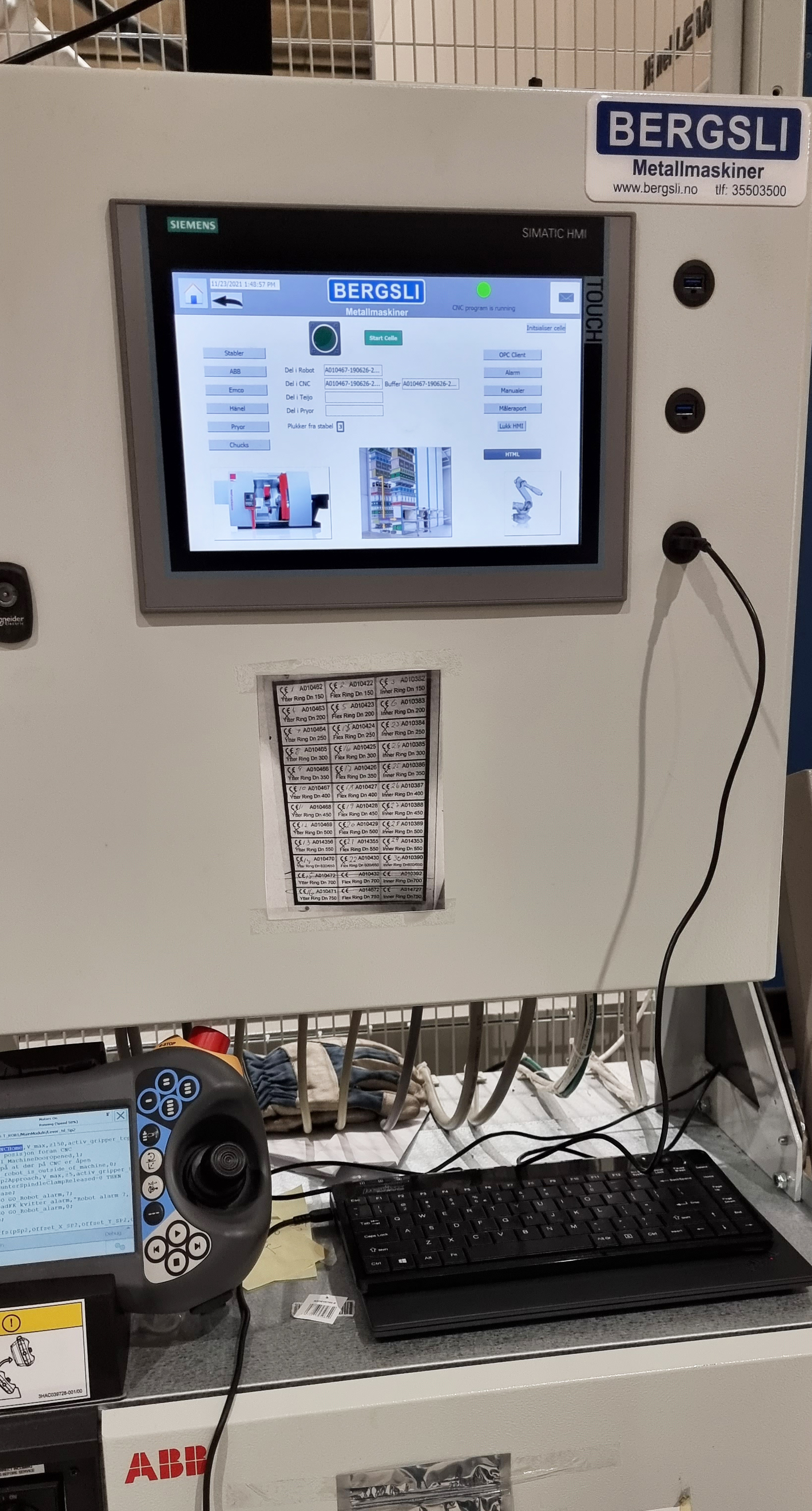
Cellestyringen er en Siemens PLS levert av Bergsli. Den gir operatøren hurtig tilgang til å programmere og igangsette cellen, overvåke og justere alle enhetene i cellen.
Les også: Smart automatisering mot mangel på fagarbeidere
Suksesshistorie
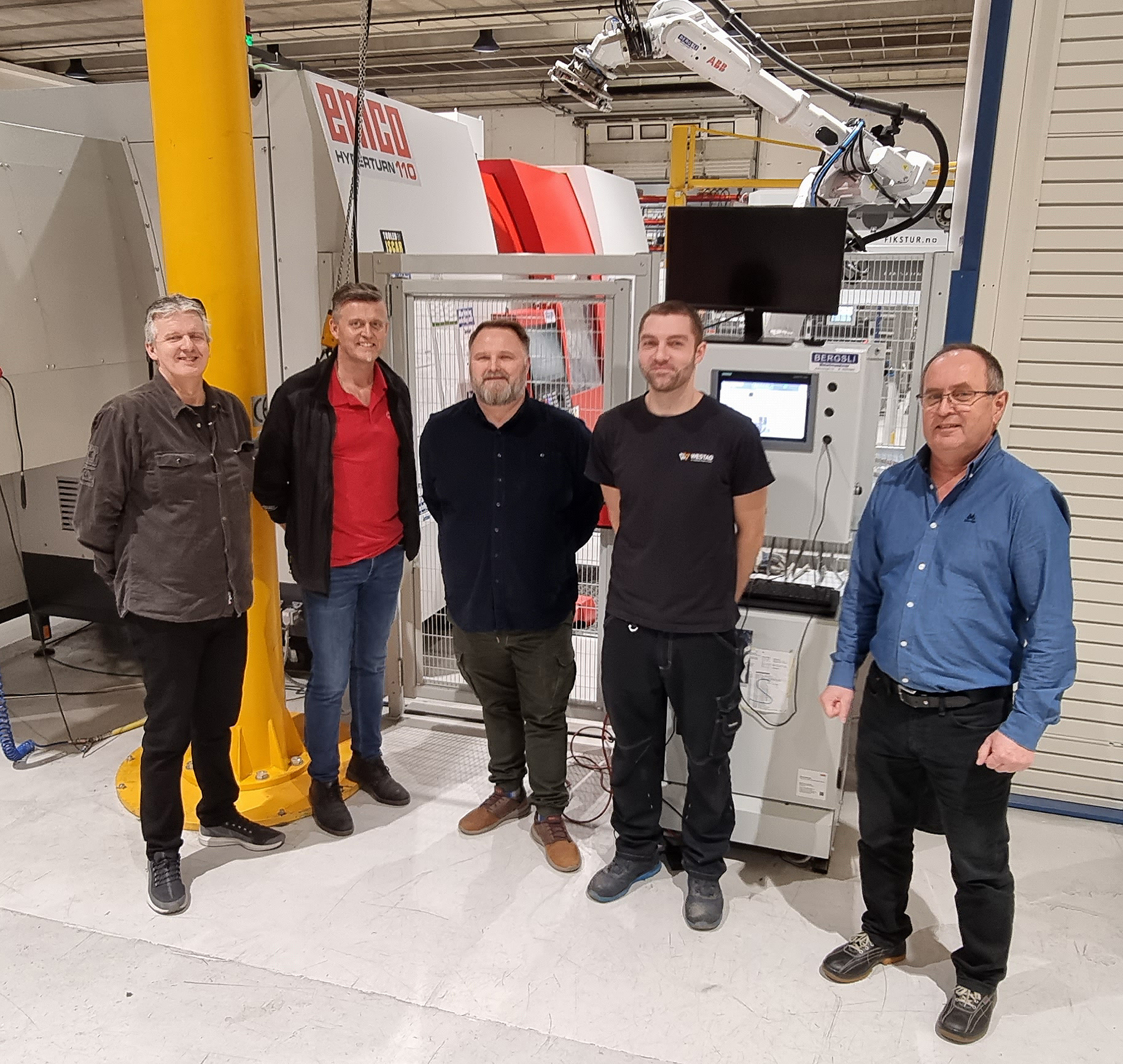
«Ringcellen», som den helt enkelt kalles, jobber på mens Erik Tøien og representanter fra maskin- og utstyrsforhandlerne forteller om sine bidrag i prosjektet.
Hvilke konklusjoner trekker du nå som robotcellen er i full drift?
- Med dette prosjektet har vi utført lean i praksis. Med dyktige og engasjerte medarbeidere her på huset, som forstår helheten, og med kompetente leverandører har vi landet vår første robotcelle på en fin måte. Vi har gjort bedriften vår mer konkurransedyktig og bevist at når ledelsen gir oss tillit klarer vi sammen å skape verdier for fremtiden, konkluderer Erik Tøien.
For mer informasjon se: www.klinger-westad.com og www.bergsli.no og www.ege.no og www.ks-maskinering.no og www.teijo.no


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}