Planfresing for høy overflatekvalitet

{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
Et av hovedmålene i utviklingen av skjæreverktøy i metallbearbeidingsindustrien er å sikre høy kvalitet på overflaten. Dette gjelder også for indekserbare planfreser. Skjæreverktøyprodusenten ISCAR mener å ha gode løsninger.
Til tross for betydelig forbedring i den allerede høye overflatekvaliteten, mener verktøykonstruktører at det fremdeles er mer å gå på, og at intelligente bruksområder fra de siste generasjonene av avanserte freser kan forbedre overflatestrukturen vesentlig.
Utfordringer
Når du skal vurdere en indekserbar fres er nøkkelfaktorene, som bestemmer kvaliteten på en bearbeidet overflate, fresens geometri og nøyaktighet. Begge egenskapene er hovedsakelig relatert til freseskjæret.
Pulvermetallurgi har gjort det mulig å produsere hardmetallskjær med komplekse former, noe som sikrer optimal skjæregeometri, samtidig som den opprettholder vesentlig økt nøyaktighet av skjær som sintrede skjær. Ikke overraskende har slike teknologiske fremskritt forbedret overflaten ved planfresing betydelig. Men da indeksérbare freser med hell ble anvendt for bearbeiding av høyfaste materialer, og produsentene begynte å notere seg hardfresing som et alternativ til sliping, begynte metallbearbeidingsindustrien å kreve høyere overflatekrav etter fresing.
Et indekserbart freseskjær er et flertannet verktøy. Flere tenner = høyere produktivitet. Dette er unektelig en fordel. Men når det gjelder overflatestruktur, kan et stort antall tenner være et problem. En fin differensiering i tennenes fremspring fører til uregelmessig mating for tennene og bidrar til vibrasjoner, noe som til slutt vil påvirke overflateresultatet.
Ikke godt nok
Det er ifølge verktøyprodusenten ISCAR helt klart at skjærets nøyaktighet kan økes betraktelig ved sliping. Videre gir sliping en skarp skjærkant som er svært viktig for å opprettholde skjærefunksjonen og forhindre plastisk deformasjon av metall ved finfresing, som har små kuttdybder. For å sikre helt nøyaktig skjærekant kreves sliping av både topp- og sideegger. Dette kan nøytralisere fordelene med pulvermetallurgi ved bearbeiding av kompliserte overflater for å få nødvendige frivinkler langs skjærekanten. For å unngå en slik negativ innvirkning, bør verktøymakerne være svært ressurssterke når de konstruerer skjær som er beregnet på finfresing
En viktig faktor angående tap av tennenes nøyaktighet er at fresens skjærelomme har sine egne dimensjoner og formtoleranser. Som et resultat, selv for et ideelt sett nøyaktig skjær, vil skjærlommene variere innenfor akseptable grenser, selv om det ikke kan sikre den ekstra fine overflatekvaliteten sammenlignet med sliping. En måte å takle dette problemet på er å bruke en «fly cutter» med bare ett skjær. Denne kan, med suksess brukes i forskjellige freseapplikasjoner, og lager et jevnt og rent kutt samtidig som den gir gode parametere i overflatestrukturen. Men igjen, produktiviteten i dette tilfellet er langt under flertannede indekserbare planfreser.
Kan kutte ut finkjøring
Hvordan løse en vanskelig situasjon og finne en akseptabel balanse mellom overflatekvalitet og produktivitet? Skjæreverktøyprodusenten ISCAR har ulike svar på dette.
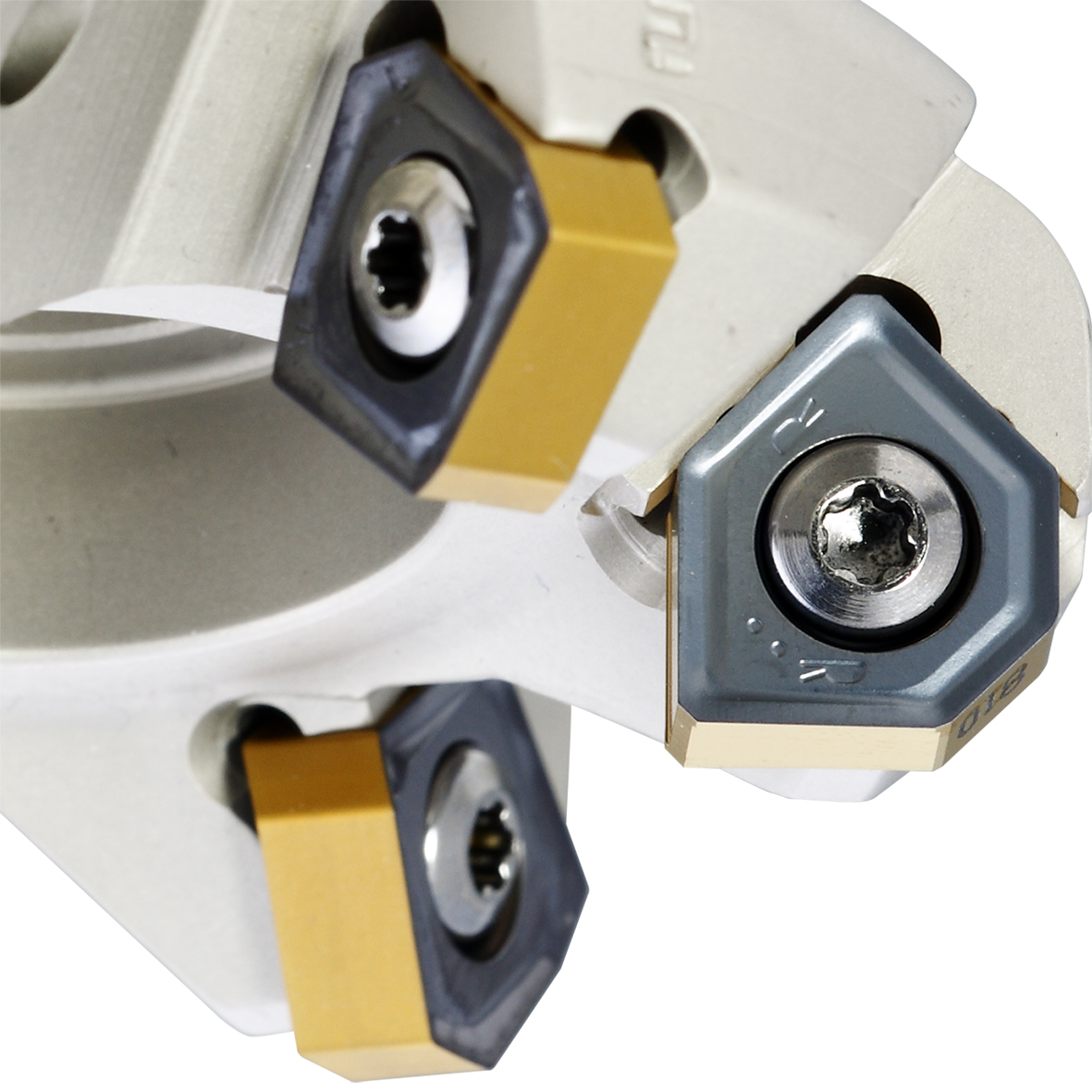
En integrert «flat wiper» med en spesialformet mindre skjærekant er et klassisk element i ulike freser. Bredden skal være større enn matingen per omdreining. Til tross for at den kalles flat, kan den mindre kanten noen ganger ha en kompleks geometri for å kompensere for slitasje. Når et skjær er montert på et freseverktøy, sitter wiperflaten parallelt med den maskinerte overflaten. Derfor vil overflaten bli formet av det mest fremspringende skjæret på freseverktøyet. Å innføre en wiperflate i en skjærutforming er en effektiv måte å forbedre overflatebehandlingen på. Og selv i dag kan grove freseskjær ha en integrert wiper (fig. 1).
ISCARs DoveIQMill planfresfamilie har tosidige skjær med en bred wiperflate. Disse verktøyene er beregnet for grov- og semigrov fresing med overflateruhet som vanligvis er forarbeidet for å fullføre kuttene. DoveIQMill-skjærene har, ifølge produsenten, med suksess gitt konstruktører håp – tilpasningen av skjærene i forskjellige prosesser gjorde at de kunne kutte ut finkjøring. Skjæret gir ifølge produsenten grovhet Ra opptil 0,4 µm (16 µin) ved fresing av stål og støpejern.
Økning av antall tenner i planfres med stor diameter og freser med fin skjærhøyde, bestemmer passende økning av den integrerte wiperbredden, som har en naturlig grense på grunn av utforming og dimensjonsbegrensninger. I slike tilfeller kan høy overflatekvalitet oppnås ved bruk av et spesialutviklet wiperskjær (eller to skjær for store verktøy), med en wiperflate som er betydelig bredere enn standard. Dette skjæret er montert i den samme lommen, men stikker ut flere tidels millimeter aksialt i forhold til standardskjæret (fig. 2).
Ekstra fin overflate
Svært gode resultater kan oppnås ved å benytte justerbare freseskjær som bruker forskjellige mekanismer for å justere posisjonen til skjærekanten innenfor svært strenge grenser (bare flere mikron). Men, den fordelaktige justerbarheten til et skjæreverktøy har også en bakside; det er tidkrevende å stille inn.
En ønskeløsning kunne vært et verktøy som etter montering av skjæret ikke har noe justeringskrav for å oppnå høy overflatekvalitet. Derfor er forbedret nøyaktighet og avanserte geometrier hovedingrediensen i oppdateringen av indeksérbare skjær for ferdigstilling av planfres.
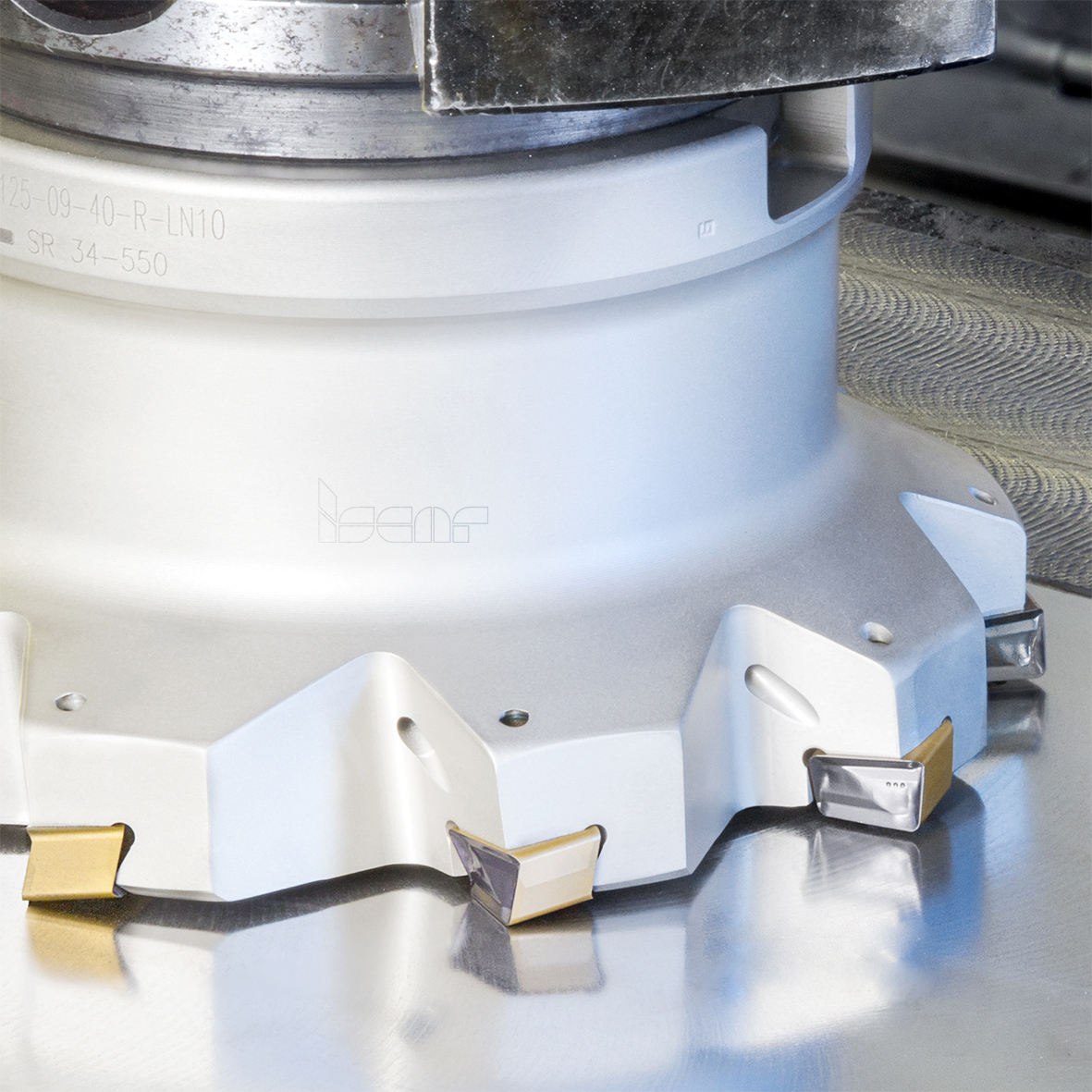
Samtidig tilbyr skjæreverktøyprodusenter enestående løsninger som med sin originalitet tiltrekker seg oppmerksomhet. Et eksempel er freser i ISCARs Tangfin-familie med tangentielle skjærfester og brede integrerte wiperflater (fig. 3). Skjærene er plassert i en Tangfin-fres med en gradvis forskyvning i både radial og aksial retning, og derfor kutter hvert skjær en liten seksjon av det maskinerte materialet og gir en ekstra fin overflate med grovhet på Ra up to 0.1 μm (4 μin).
Finner svar?
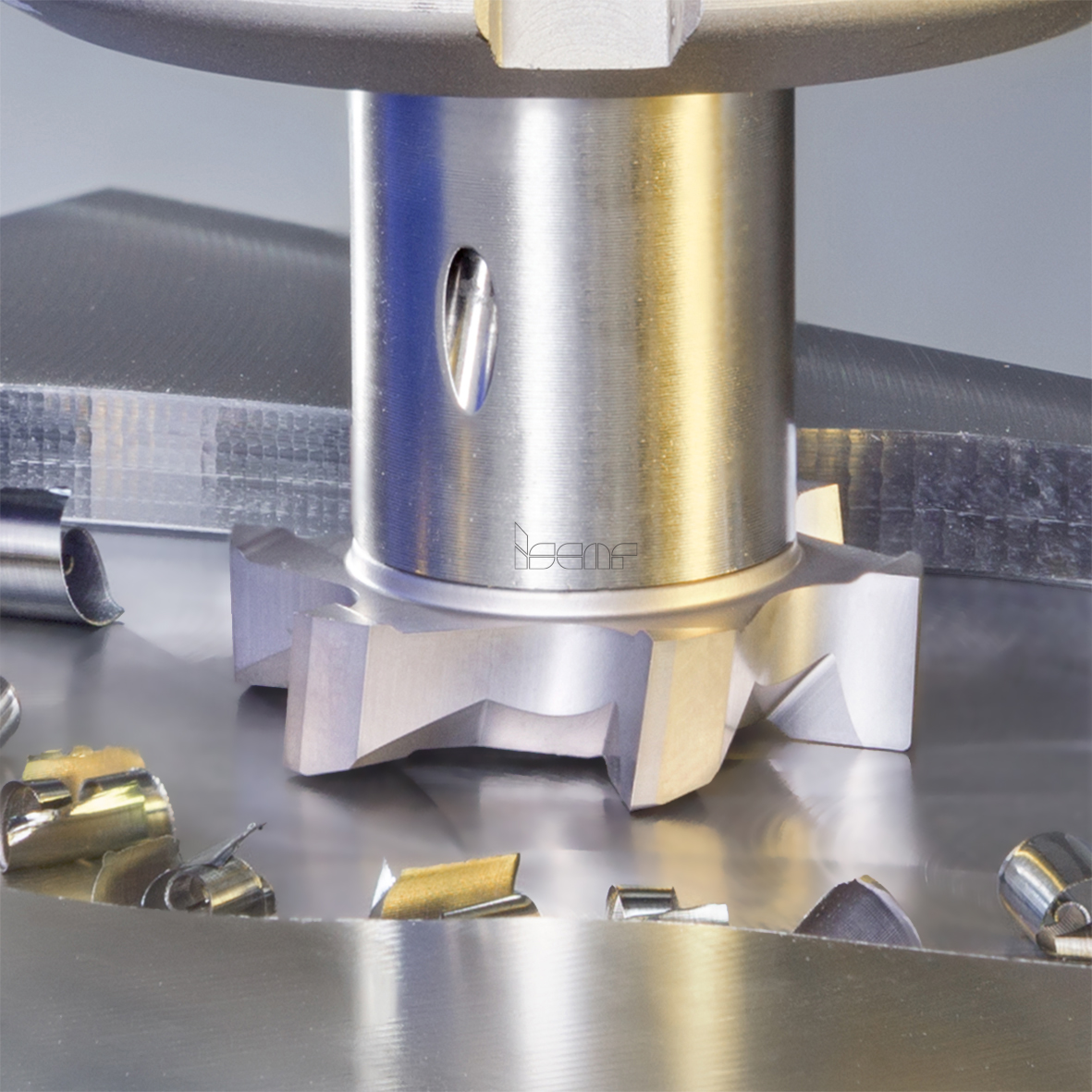
For å sikre en høy overflatekvalitet ved fresing av relativt små flater, hovedsakelig avgrenset av skuldre, utviklet ISCAR dedikerte utskiftbare hardmetallhoder i et diameterområde på 12–50 mm for sine Multi-Master- og T-Face-familier (fig. 4). Hodene er helslipt og gir høy presisjon, muliggjør en skarp skjærekant og også et større antall tenner sammenlignet med indeksérbare freseskjær i lik diameter. I kombinasjon garanterer disse egenskapene høyeffektiv finfresing.
En tendens til redusert bearbeidingsmonn, på grunn av den aktive pågående introduksjonen av teknologier for nøyaktig arbeidsemneproduksjon og 3D-printing, gjør spørsmålet om å oppnå en overflate med høy kvalitet ved planfresing spesielt relevant. Kan verktøymakere finne et raskt, enkelt og effektivt svar på de nye behovene i produksjonen? Det i nærmeste fremtid vil vise seg.
For mer informasjon se: www.svea.no
Kilde: Svea Maskiner