
ISCAR med effektive verktøy for flykomponenter

 Av
Av Økende krav til mer effektive skjæreverktøy innen flyindustrien gjør at verktøyprodusenter som ISCAR strekker seg til det ytterste for å komme med nye og innovative løsninger.
Ved maskinering av flykomponenter er hovedutfordringene knyttet til komponentmaterialene. Titan, høytemperatur superlegeringer (HTSA) og krypebestandig stål er vanskelig å bearbeide, og maskinering er en reell flaskehals i hele flyforsyningskjeden. Dårlig bearbeidbarhet av disse materialene resulterer i lave skjærehastigheter, noe som reduserer produktiviteten betydelig, og forkorter levetiden på verktøyet. Begge disse faktorene er direkte forbundet med skjæreverktøy. Når det gjelder typiske luftfartsmaterialer som er vanskelig å maskinere, bestemmer skjæreverktøyets funksjonalitet produktivitetsnivået. Sannheten er at skjæreverktøyutviklingen henger etter i forhold til verktøymaskinene, og dette utviklingsgapet begrenser mulighetene for maskinene til å yte maksimalt i produksjonen av flykomponenter.
Les også: LTS Maskin med 3D-printing i metall: Blir forhandler av Meltio – bygger hybrid Colchester CNC-fres
Møter etterspørselen
Moderne fly, spesielt ubemannede fly (UAV), har en betydelig økt andel komposittmaterialer. Effektive maskineringskompositter krever spesifikke skjæreverktøy, som er prioritert for et teknologisk sprang i luftfartsindustrien.
Aluminium i luftfartskvalitet fortsetter å være et mye brukt materiale i flyskrogelementer. Det kan se ut som om at maskinering av aluminium er enkelt, men valg av riktig skjæreverktøy er nøkkelen til suksess for høyeffektiv maskinering av aluminium.
Et komplekst emne er et spesifikt trekk ved turbinmotorteknologien. De fleste geometrisk kompliserte delene av flymotorer fungerer i svært korroderende miljøer og er laget av materialer som er vanskelig å bearbeide, som titan og HTSA, for å sikre den nødvendige livssyklusen. En kombinasjon av kompleks form, lav maskinell bearbeidbarhet og høye nøyaktighetskrav er de største vanskelighetene ved å produsere disse delene. Ledende fleraksede maskineringssentre har ulike avsponingsstrategier for å forme komplekse profiler på en mer effektiv måte. Men skjæreverktøyet har sterk innvirkning på et godt maskineringsresultat. Intens slitasje på verktøyet påvirker overflatenøyaktigheten, mens et uforutsigbart verktøybrudd kan føre til at en hel del må kasseres.
Avanserte flerfunksjonsmaskiner, Swiss-type dreiebenk og «live tooling» dreiebenk har dramatisk endret produksjon av små deler av forskjellige hydrauliske og pneumatiske systemer, aktuatorer og tilbehør som brukes i fly. Følgelig krever flyindustrien stadig flere skjæreverktøy som er spesielt utformet for å oppnå maksimal maskineringseffektivitet.
Et skjæreverktøy – som er det minste elementet i et produksjonssystem – er selve nøkkelen for betydelig forbedret ytelse. Derfor venter produsenter av flydeler og skjæreverktøyprodusenter på nye innovative løsninger for sponfjerningsprosesser. Målet er klart: høyere produktivitet og lengre levetid for verktøyet. Maskinering av komplekse former for spesifikke flykomponenter og store flyskrogelementer krever en forutsigbar levetid for verktøyet. Dette for pålitelig prosessplanlegging og en tidsbestemt utskifting av slitte verktøy eller deres utskiftbare skjærekomponenter.
Les også: Kapp Niles setter standarder innen e-mobilitet
Skjæreverktøyprodusentene har et begrenset utvalg av ressurser for å finne en ideell løsning, og har kanskje bare skjæreverktøymaterialer, en skjæregeometri og en intelligent robust design som hovedinstrumenter for å komme videre. Til tross for disse begrensede mulighetene legges det ned store anstrengelser for å kunne tilby en ny generasjon verktøy for å møte de voksende kravene i luftfartsindustrien. COVID 19 har bremset bransjeutviklingen alvorlig, men dette gjør ikke industriens krav noe mindre reelle. De nyeste verktøydesignene er et godt bevis på at skjæreverktøyprodusentene responderer på etterspørselen etter komponentproduksjon.
Høytrykkskjøling
Ved bearbeiding av titan, HTSA og krypebestandig stål er høytrykkskjøling (HPC) et effektivt verktøy for å forbedre ytelsen og øke produktiviteten. Målrettet HPC reduserer temperaturen i skjærekanten, sørger for bedre sponavvirkning og gir små, segmenterte spon. Dette bidrar til høyere skjæredata og bedre levetid for verktøyet sammenlignet med konvensjonelle kjølemetoder. Mer og mer intens påføring av HPC ved bearbeiding av materialer som er vanskelig å skjære er en klar trend innen produksjon av luftfartkomponenter. Forståelig nok anser produsenter av skjæreverktøy HPC-verktøy som en viktig utviklingsretning.
ISCAR, en av de ledende innen produksjon av skjæreverktøy, har et stort produktspekter for maskinering med HPC. I løpet av det siste året har ISCAR utvidet sortimentet sitt ved å introdusere nye freser som har «klassiske» HELI200 og HELIMILL indekserbare vendeskjær med to skjæregger (fig. 1). Dette bringer en hel side med historie til ISCARs produktlinje.
På 1990-tallet introduserte ISCAR HELIMILL en familie av indekserbare freseverktøy med spiralformet skjærekant. Den nye utformingen resulterte i et jevnt og lett kutt med en betydelig reduksjon i strømforbruket. HELIMILL-prinsippet ble et anerkjent konsept i utformingen av de 90° indekserbare fresene.
Les også: Ahlsell kjøper Verktøy-Maskin AS
HELIMILL ble modifisert og gjennomgikk endringer som førte til ytterligere fresefamilier og skjær med flere skjærekanter. Den gode ytelsen og dens nære slektninger av de originale verktøyene sørget for stor popularitet innen metallbearbeiding. Derfor, ved å legge til et moderne HPC-verktøydesign i den velprøvde HELIMILL-familien, var det et direkte svar på kundenes behov og den neste logiske verktøylinjen å utvikle.
I dreiing utvidet ISCAR betydelig sin serie av monterte verktøymoduler med stenger og utskiftbare hoder med vendeskjær. Ved bruk av en serratert tilkobling passer disse verktøyene til et bredt spekter av hoder med en rekke forskjellige skjærgeometrier, inkludert gjenger og standard ISO-dreieskjær for forskjellige applikasjoner for større fleksibilitet.
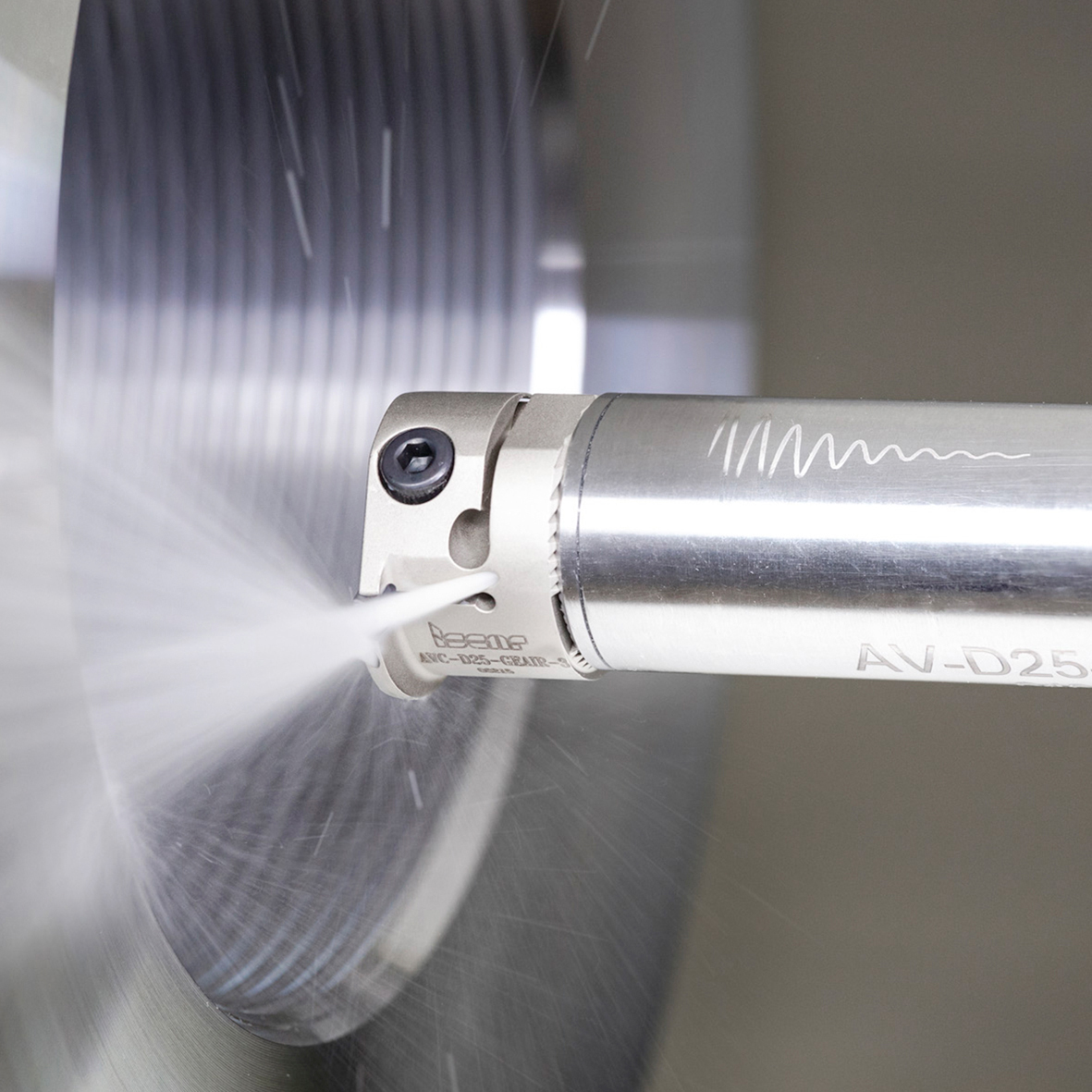
Stengene har både tradisjonelle og antivibrasjonsdesign og skiller seg ut ved tilpassing: sylindrisk eller polygonal konisk skaft. Et vanlig trekk for de nodulære verktøyene er bruken av innvendig skjærevæske som skal tilføres direkte til ønsket skjærkant (fig. 2). Avhengig av diameteren til et sylindrisk skaftverktøy, varierer det maksimale skjærevæsketrykket fra 30 til 70 bar, mens verktøyene med polygonal konisk skaft muliggjør ultra HPC ved et trykk på opptil 300 bar. Effektiv distribusjon av skjærevæske øker skjærets levetid ved å redusere temperaturen og forbedrer sponkontrollen og sponavvirking; øke applikasjonslinjen betydelig i luftfartsindustrien.
Boreløsninger
Maskinering av komposittmaterialer medfører forskjellige fallgruver. Komposittens høye slitestyrke forsterker slitasjehastigheten, noe som forkorter levetiden og påvirker ytelsen. Boring er den vanligste skjæreoperasjonen i bearbeiding av kompositter, og selv en liten forbedring i funksjonaliteten til et boreverktøy er viktig.
Les også: Tornos med ny Swiss XT-serie
ISCAR utviklet en rekke nye metoder som er beregnet spesielt på komposittmaterialer. For å øke slitestyrken har disse borene en skjæredel laget av ekstra hard polykrystallinsk diamant (PCD) eller diamantbelegg. Avhengig av borediameteren er PCD-skjæredelen kjent som en spiss eller en lamell; og er i begge tilfeller egnet for ettersliping opptil fem ganger. CVD-diamantbelagte, harde HM bor er attraktive på grunn av en annen spesiell designfunksjon: bølgeformen på hovedskjærene. Ved bearbeiding av komposittmaterialer produserer et verktøy mer vibrering enn en skjæreeffekt. Skjærets bølgeform reduserer delaminering og grader betydelig, spesielt når du borer karbonfiberarmert plast (CFRP) og karbonlaminater.
I tillegg til kompositter, er de diamantbelagte borene egnet for bearbeiding av andre høyslipende tekniske materialer. Om nødvendig kan disse borene leveres med valgfritt verktøy for skjærevæskehull.
Å bore dype hull i liten diameter er en vanlig operasjon innen produksjon av flykomponenter. ISCARs nye hardmetallbor i diameterområdet 3–10 mm (fig. 3) er beregnet spesielt for dette. Kombinasjonen av en splittpunktgeometri, en utforming med dobbel margin, polerte skjær, et fler-skiktbelegg og skjærevæskehull gir en ekstraordinær verktøyfamilie for effektive borehull med dybde på opptil 50 diameter i austenittisk og krypebestandig stål og jernbaserte legeringer som er krevende å skjære i.
For hvilken som helst kompleksitet
Bladene til flymotorturbiner og kompressorer, løpehjul og integrerte rotorblader har en kompleks form som er definert av aerodynamiske krav. Ny utvikling, som er rettet mot å forbedre effektiviteten til flymotorer, legger til denne kompleksiteten. Fremgang av teknologien førte til nye metoder for å produsere formede deler, spesielt 3D-printing, som betydelig reduserer materialfangsten for sponavvirkning. Imidlertid er maskinering den vanligste metoden for den endelige utformingen for å produsere geometrisk komplekse flykomponenter. Fremgangen innen 5-akset maskinering og CAD/CAM-systemer har beriket produsentens løsningsgrunnlag for å takle vanskeligheter i komponentproduksjonen.
Les også: Walter presenterer X·treme Evo Plus drill med Krato·tec i 8 × DC
Barrel-formede freser har gode muligheter for 5-akset bearbeiding av flykomponenter med komplekse overflater. ISCAR har utviklet en serie barrel-formede skjær med 8–16 mm i diameter i to konfigurasjoner: hardmetall pinnefres og utskiftbare hoder med en «Multi-Master» gjengetilkobling. Introduksjonen av disse verktøyene i bearbeidingsprosessene er, ifølge produsenten, en stor fordel for å intensivere bladproduksjonen.
Lovende flerfunksjonsmaskiner
Effektiviteten med prosessering av sponavvirkning på kompakte flerfunksjonsmaskiner og Swiss-type dreiebenker, avhenger i stor grad av riktig verktøyvalg. Krav om å øke produktiviteten krever maksimal verktøyholderstivhet og begrenset arbeidsrom for å minimere verktøyoverheng.
Nylig introduserte ISCAR NEOCOLLET, en ny verktøyholderfamilie, som er et alternativ til innfestingsverktøy med fjærhylser. En typisk verktøyholder i denne familien har et redusert skaft som kan monteres direkte i en spennehylseholder (fig. 4), noe som sikrer en stiv og pålitelig tilkobling for å forbedre verktøyets ytelse. Den nye familien inkluderer holdere for ISCAR T-SLOT utskiftbare spor og planfresehoder fra hardmetall.
Som nevnt, kan bruk av høytrykkjøling endre maskineringsresultatene vesentlig, spesielt når det gjelder titan, HTSA og rustfritt stål som er vanskelig å skjære i – hovedmaterialene for hydrauliske og pneumatiske flysystemer og lett tilbehør. De nye dreieverktøyene med et firkantet skaft og en pålitelig skruemekanisme for 55° rombiske vedeskjær muliggjør HPC i langsgående, plan- og profilfresingsoperasjoner på deler med liten diameter (fig. 5).
De gitte eksemplene illustrerer hvordan verktøyutvikleren prøver å finne mer effektive løsninger for å møte de nye kravene til flyindustrien. En bremsing i bransjens vekst og reduksjon av flyproduksjon forårsaket av COVID 19 har ikke redusert verktøyprodusentens fokus på deres behov for partnere. Tvert imot har nye progressive skjæreverktøy blitt utviklet, og ISCAR vil med hell finne sine nye og oppgraderte applikasjoner i morgendagens flyproduksjon.
For mer informasjon se: www.svea.no og www.iscar.com


{kind=link}
{kind=link}
{kind=link}
{kind=link}