Guyson Multiblast - robotmatet blåserensing med sporbarhet

{kind=link}
{kind=link}
{kind=link}
 Av Joppe Næss Christensen
Av Joppe Næss Christensen
Guyson International, Storbritannias fremste produsent av industrielt etterbearbeidingsutstyr, har designet, produsert og installert i et internasjonalt produksjonsfirma, et stort automatisert, robotmatet, blåserensesystem med to ulike blåserensemedium; stål og glass.
Systemet består av to Guyson Multiblast RXS900 automatiserte blåsesystemer; en for stålblåserensing og en for glassperleblåserensing, med robotoverføring av arbeidsstykke mellom de to blåsesystemene. Den datastyrte prosessen ble designet for å oppfylle AMS2432-standardene som kunden krever. Denne fullt integrerte prosessen med sporbar journalføring ga økt kapasitet med mindre arbeidskraft sammenlignet med den eksisterende prosessen.
100 prosent overflatedekning
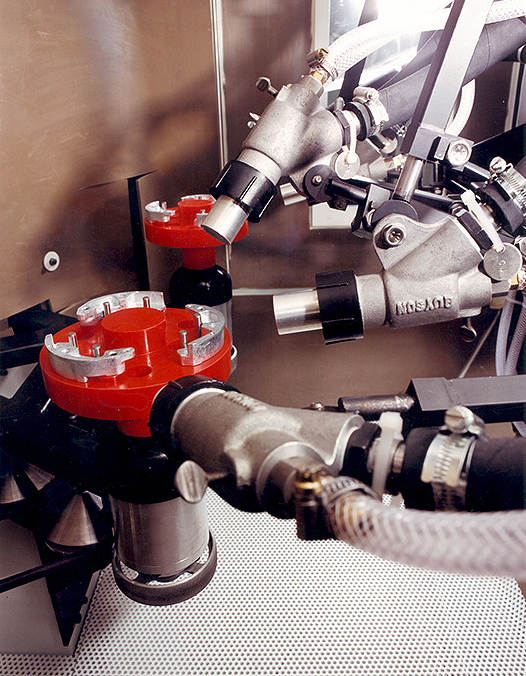
Batcher med 12 arbeidsstykker i en dobbel indekseringskarusell for inn- og ut-kontroll blir plukket opp en del om gangen av en ABB-robot og sekvensert gjennom systemet. Løsningen er eksempelvis egnet for turbinblader for turbomaskiner eller medisinske implantater. Hver del lastes inn i de seks roterende indekseringsstasjonene til Guyson RXS900 (Rotating indeXing Spindle) blåserensesystem som ligger til venstre. Komponentene indekserer med urviseren gjennom to blåserensestasjoner - begge utstyrt med to dyser av borkarbid, fire totalt, som stryker vertikalt opp og ned på arbeidsstykket, og gir riktig Almen-intensitet, i riktig slagvinkel og gir 100 prosent overflatedekning.
Innenfor stramme spesifikasjoner
Blåsemedier av stål leveres til blåsedysene via et 300 liters trykkammer med dobbeltkammer, som muliggjør kontinuerlig medieflyt under den lange blåserenseoperasjonen. For å oppfylle AMS2432-standardene overvåkes og kontrolleres mediestrømningshastigheten med magnetventil mens et lukket blåselufttrykk, spindelhastighet og den vertikale pistolens bevegelseshastigheter holdes innenfor stramme spesifikasjoner. En luftvaskestasjon, atskilt med en intern pneumatisk vertikal dør, fjerner støv og blåserensemedier fra komponentene før de fjernes fra blåserensemaskinen.
Gjenvinningssystem
På grunn av den store vekten av stålkulene som brukes i blåseprosessen, overfører en bøtteheis det brukte blåsemediet via en Archimedesskrue til gjenvinningsenheten for å opprettholde kvaliteten på blåsemediet. Denne enheten består av en 30 tommers siktutskiller med tre nivåer som fjerner store partikler via de øvre nivåene til en søppelkasse. Kuler som er innenfor størrelsestoleransen for prosessen, returneres til lagringstanken via det nedre nivået. Eventuelle partikler som anses mindre enn toleranse passerer gjennom nivåene til en søppelkasse. En integrert spiralrundhetsklassifiseringsenhet fjerner opptil 10 prosent av blåsemediet under gjenvinningsprosessen og fjerner eventuelle feilformede kuler, før de returnerer gode medier til systemet.
Kontinuerlig produksjon
En stor støvoppsamlingsenhet med reversstrålepuls sørger for automatisk rengjøring av de fire filterelementene under drift av blåserensesystemet, noe som er spesielt gunstig for kontinuerlig blåserenseoperasjoner. Støvoppsamleren er utstyrt med sekundært HEPA14-filter, klaffventil og blåseavlastningsventil.
Etter blåserensing med stål blir det foretatt blåserensing med glassperler. Den samme ABB-roboten laster ut hver stasjon når den kommer ut og overfører komponenter til glassperlesystemet; hvor blåserensing finner sted i et lignende blåsesystem, men ved bruk av glassperler.
RXS900 glassperleblåsesystem skiller seg fra blåserensesystemet ved å ha en Guyson-bygd syklongjenvinner. Dette trekker ut alt fra bunnen av blåseskapet og skiller ut gjenbrukbare blåserensemedier fra støv og rusk opprettet av blåserenseprosessen. Jo lettere partikler som trekkes inn i støvoppsamlingsenheten, jo tyngre blåserensemedier strømmer nedover i syklonlegemet og inn i mediebeholderposisjonen over trykkpotten som er klar til gjenbruk.
Når roboten kommer ut av glassperlesystemet, overfører den de bearbeidede komponentene til karusellen til høyre for lossing, klar for operatøren å fjerne. Operatøren har ikke tilgang til blåserenseområdet, ettersom både det og roboten er innkapslet i et sikkerhetsskap utstyrt med festesperre. Når begge systemene er fullastet, følger en kontinuerlig produksjon av en del inn og en del ut.
Full sporbarhet
Når batchen er ferdig behandlet stiller man inn utlastingskarusellindeksene, og arbeidsstykkene presenteres for operatøren. Samtidig for sporbarhet skrives batchbehandlingsposter til et SD-kort eller nettverksdatamaskin for å dokumentere og registrere statusen til hver del i batchen.
Guyson forhandles i Norge av Trond T. Wikant a.s.
For mer informasjon se: www.wikant.no og www.guyson.co.uk
Kilde: Guyson