Sandvik-verktøy gir konkurransefordeler

{kind=link}
{kind=link}
Et relevant eksempel på en komponentutvikling som skyldes dypere leting og boring, er "juletre"-monteringen, som hjelper til med å overvåke og kontrollere utviklingen av en undervannsbrønn og kan også styre vesker og gasser som injiseres i brønnen. Dypvannsfelt drives på dybder ned til 3000 meter, så "juletreet" må kunne motstå vanntrykk på opptil 700 bar. Dessuten krever den sure oljen og gassen som hentes opp bruk av ikke-korroderende og meget sterke materialer, som Inconel. Her er det avgjørende å velge korrekt skjæreverktøy da råmaterialekostnadene er så store at omarbeiding eller kassering ganske enkelt ikke er gyldige alternativer.
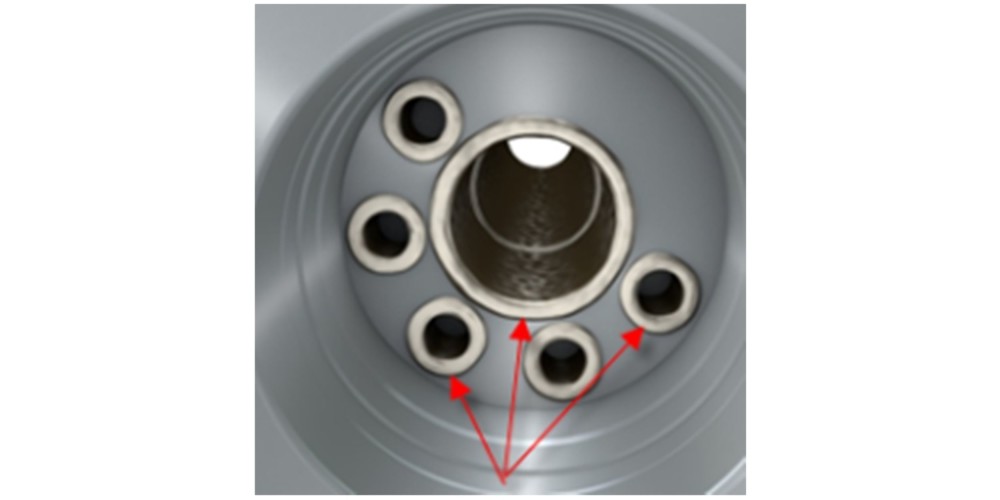
Komplekse delerTypiske deler i et "juletre" inkluderer koplinger, rørsystem, ventiler og kontrollenheter. Sistnevnte, som er cirka 10 meter lang, er ekstremt krevende å maskinere. Det er helt avgjørende å oppnå en høy overflatestruktur med god diametrisk toleranse og høy konsentrisitet mellom boringene. CoroDrill 801 og CoroDrill 818 til boring av dype hull har dokumentert yteevne når det kommer til "control unit collars"..
Spool bodySpool bodies har uttak til feste for flere forskjellige ventilkonfigurasjoner, og dens viktigste funksjonen er å kontrollere strømmen fra brønnboringen. Disse store delene veier rundt syv tonn og er ofte av to materialer: normalt stål, som AISO/SAE 4140 og påsveist innvending med Inconel 625.
De viktigste maskinelle oppgavene er utvendig og innvendig dreiing. Hvis vi begynner med utvendig dreiing av 4140 stål, så er det dokumentert at Sandvik Coromant sin CNMG i den nye GC4325 kvalitet (festet på en Coromant Capto C8-holder) gir både driftssikkerhet og forutsigbar levetid, samtidig som produktiviteten maksimeres. Den nye skjærkvaliteten GC4325 gir enestående ytelse når det handler om sikkerhet og produktivitet i prosessen, selv ved høye skjærehastigheter.
Grove innvendige boringer på spool bodies er også utfordrende, takket være avbrutte kutt på hard Inconel 625. Her vil en kombinasjon av CNMG-skjær (kvalitet GC2025), skjærholdere som DuoBore 821 eller CoroBore 820 XL samt Silent Tools-holder (8xD) vil optimalisere oppgaven ved å gi verktøyet lenger levetid. Lange overheng og produktivitetskrav gjør at et økende antall av maskinverksteder innenfor olje- og gassindustrien benytter Silent Tools ved innvendig dreiing. Ved å benytte disse dempende borstengene, elimineres vibrasjoner og man får prosessikkerhet uten ulempen ved høye kostnader for fjerning av metaller.
Tubing hangerTubing hangers støtter rørstrengen og er festet øverst i rørleddet i brønnhodet. Materialet er normalt 4130 påsveist med Inconel 625. Disse delene inneholder en rekke egenskaper som best fremstilles ved bruk av et freseverktøy og spiral interpolering, da dette er både effektivt og sikkert, og man unngår avbrutte kutt som oppstår under dreiing. For eksempel CoroMill 210 plan- og dykkfresing med GC1040-skjær er en dokumentert løsning ved montering på en Capto med Silent Tools adapter.
Den innvendige dreiingen av tubing hangers som er påsveist med Inconel 625 vil møte det kjente problemet med for lange overheng, vibrasjoner og sponkontroll. Sandvik Coromant har imidlertid funnet en rekke vellykkede løsninger på dette området. For eksempel et CNMG-skjær i kvalitet GC1125 festet på et SL utskiftbart skjærehode med Capto C8 grensesnitt og Silent Tools C8 dempet borstenger kan utføre både grovboring og finboring. Det samme kan sies om bruk av CoroTurn 570 med DNMG- skjær i kvalitet GC1125. Det benyttes en Silent Tools dempende borstang (10xD) til adapteren. Disse løsningene gir en vibrasjons- og problemfri maskinering for å unngå de tradisjonelle problemene med brukne verktøy og kort levetid for verktøyet.
Gjenging i tubing hangers kan også være problematisk og det er risiko for brukne tapper. Så fremstilling av typiske rørhengere, som 32 mm 7UN-2B i 4130 stål, vil best utføres ved gjengefresing. En løsning som CoroMill 327 gjengefres i kvalitet GC1025-skjær og Coromant Capto C8 tilbyr en sikker og effektiv prosess uten risiko for tappbrudd.
I forbindelse med oppboring, krever disse en kombinasjon av verktøy for å oppnå den nødvendige effektivitet og presisjon som er nødvendig for Inconel-belagte tubing hangers. Man har sett gode resultater ved bruk av en CCMT-skjær i kvalitet GC1125 festet i CoroTurn 107. Ved hjelp av en vibrasjonsdempet Duobore (og sleide) og Coromant Capto.
VentilerSist men ikke minst brukes "juletre"-ventiler til å regulere, lede eller kontrollere flyten av væsker eller gasser ved å åpne, lukke eller delvis forhindre forskjellige passasjer. De kommer i mange forskjellige størrelser og materialer, selv om de fleste krever maskinering av lignende egenskaper, inkludert hulromboringer, setelommer og boltehull. Disse har igjen noen utfordringer, som avbrutte kutt, sponkontroll, kort/uregelmessig verktøylevetid og lange overheng.
Blant løsninger på dette området, kan spiral interpolering av hulromboringer anbefales ved bruk av CoroMill 419 høymatingsfresing, mens semiboring med CoroBore 820 og finboring med CoroBore 826 har også vist seg å fungere i forbindelse med ventilmaskinering.
Konklusjon
Behovet for olje og gass vil øke i de kommende tiårene, noe som primært skyldes økt levestandard i Asia. Samtidig vil produksjon av råolje fra eksisterende felt falle med mer enn to-tredjedeler innen 2035, noe som krever større fokus på nye funn. Derfor kan man regne med et stort behov for maskinerte olje- og gassdeler i mange år fremover. Verksteder vil uten tvil måtte ha det nyeste innenfor skjæreverktøyteknologi for å vinne og beholde lønnsomme kontrakter i denne spenstige, men krevende bransjen.
Kilde: Sandvik Coromant
For mer informasjon besøk: www.sandvik.coromant.com