På riktig spor når det gjelder sporstikking
CoroCut QF er et nytt konsept, fra skjære- og verktøyleverandøren Sandvik Coromant, som er utviklet bare med tanke på aksiell sporstikking. CoroCut QF er konstruert for å sikre en unik pålitelighet og overlegen prosess-sikkerhet, selv ved maskinering av dype og smale spor, og gir samtidig økt tilgjengelighet for kompliserte funksjoner.
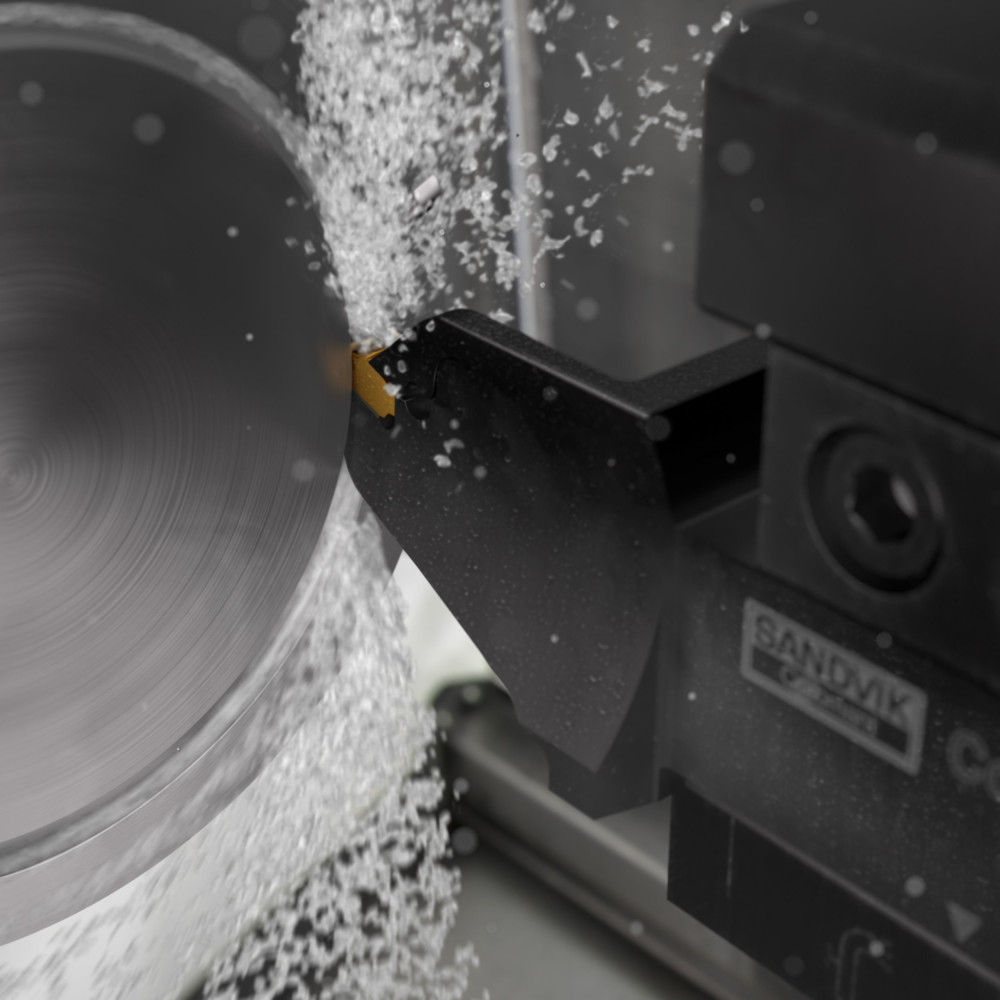
Prosess-stabilitet viktig- Ved maskinering av et aksielt spor kan spon lett bli sittende fast i sporet og få en negativ innvirkning på produksjonseffektiviteten, og derfor er prosess-stabilitet så viktig, forklarer Jenny Claus, produktsjef for av- og sporstikking hos Sandvik Coromant.
CoroCut QF har en kraftig konstruksjon for å gjøre bladet mest mulig stivt, og presisjonsover- og underkjøling bidrar ytterligere til en vellykket og repeterbar sporstikking. Skjæret er skrådd for ekstra stabilitet, mens en innovativ spaltedesign sørger for at det benyttes riktig klemstyrke. Spesielle spor i skjærets topp, bunn og bakside gjør det dessuten enklere å oppnå prosess-sikkerhet fordi skjærets bevegelse minimeres.
Kan brukes på Silent ToolsAndre egenskaper ved CoroCut QF som øker prosess-stabiliteten, er en ny versjon av det aksialmonterte CoroTurn SL-hodet. Bruk av SL-hoder betyr at kundene kan bruke CoroCut QF på dempede Silent Tools borestenger for stabil, høykvalitets innvendig, aksiell sporstikking med bedre tilgang til funksjoner som er vanskelig tilgjengelige.
Mer ubetjent maskineringBruken av presisjonsover- og underkjøling på et verktøy av denne typen er, ifølge verktøyprodusenten, unikt på markedet, og det er ekstra nyttig ved laging av dype og smale aksielle spor. Spon som sitter fast i sporene, kan føre til brudd på skjæret og avbrutte prosesser. Under aksiell sporstikking er det vanlig at operatørene reduserer matingen dersom spon setter seg fast, noe som i sin tur virker inn på produktiviteten. Derfor er det avgjørende med god sponkontroll og et stivt system som takler skjærekreftene. Dette kan også gi potensiale for ubetjent maskinering.
Økt verktøylevetidI et typisk eksempel, som Sandvik Coromant henviser til, kan dårlig sponkontroll og støy være blant problemene i forbindelse med sporstikking av kompliserte deler i lavkarbonstål med en CNC-dreiebenk med 35 bar (508 psi) kjølevesketrykk. Ved å skifte til CoroCut QF gav den forbedrede sponkontrollen og prosess-sikkerheten mange fordeler, ikke minst en økning i komponentfullførelse fra 50 til 120 komponenter (140 prosent lengre verktøylevetid). I tillegg slapp kunden å stoppe produksjonen for hver 10. komponent for å fjerne spon som ellers ville blokkere rotasjonen av revolverhodet.
SpesialtilpassesCoroCut QF vil bli lansert i bredder på 3 og 4 mm (0.118 og 0.157 tommer), fire skjærkvaliteter (GC1105, GC1125, GC1135 og GC1145) med -TF geometri for dyp aksiell stikking. Spesialverktøy er også tilgjengelig, og dette gjør det mulig å bygge et optimert verktøy med den nøyaktige kuttedybden og diameterområdet som kreves for en spesifikk komponent.
For mer informasjon se: www.sandvik.coromant.com