Vannskjæring gjør om avfall til merverdi
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ved behandling av dyre materialer er det viktig å minimere avfall. I dette eksemplet viser WJS hvordan man produserer Inconel-sylindre og sparer materialer i maskinprosessen. Ved å bruke vannskjæringsteknikken for å skjære hull i stedet for å bore dem, kan restmaterialet spares, formes og gjenbrukes. Dette gir ikke bare bedre økonomi, men også nye produktmuligheter.
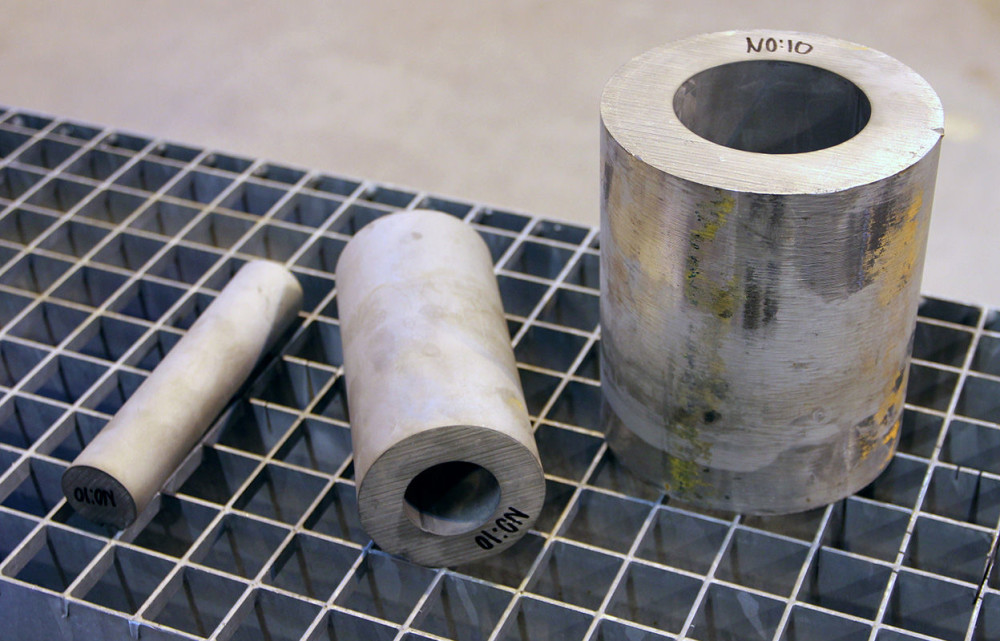
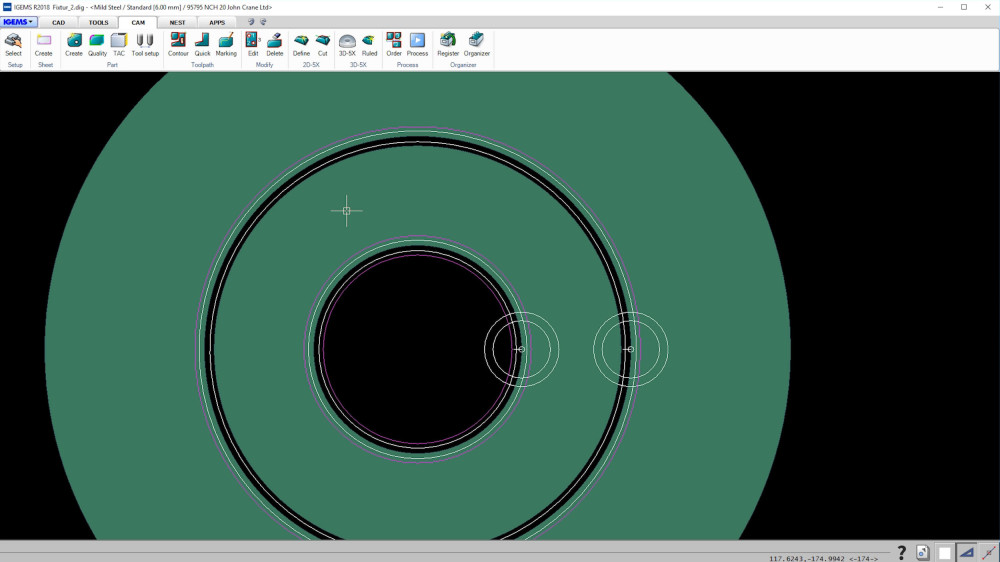
Resultatet verdt investeringenOppgaven er å skjære hull i 203 mm høye sylindre for å lage rør. Sylindrene har en diameter på 152,4 mm og hullet skal være 127 mm i diameter. Siden omkretsen av hullet er mer enn 50 prosent av diameteren på materialet, betyr boring at en god del (36 prosent) av materialet blir til avfall. Vannskjæringens smale snitt (1–1,5 mm) gir flere gjenvinningsalternativer. I stedet for bare å bore et hull, skjærer vannskjæringsteknologien ut tre separate deler fra originalmaterialet, omtrent som å stable en russisk Matrjosjka-dukke, og restmaterialet kan gjenvinnes i stedet for å bli kastet.
Det er en presisjonsskjæreprosess med stort potensial for materialbesparelser. Om du lykkes avhenger av skjæreparametrene på den ene siden og maskinens ytelse og toleranser på den andre. Det er viktig å oppnå et resultat som er innenfor toleransekravene, som kan opprettholdes over tid.
Kundetilpasset standardmodellLøsningen i dette eksemplet er basert på en Water Jet Sweden H-modell. Det er en WJS standardmodell for alle typer vannskjæring i 2D. Modellen tilbyr den samme toleransen som Water Jet Swedens andre maskiner med en posisjoneringsnøyaktighet på ± 0,05 mm/m og repeterbarhet på ± 0,025 mm.
De 152 x 203 mm sylindrene krever ikke en stor arbeidsflate, så modellen med en bordflate på 2x1 m var tilstrekkelig. Dette ga kunden en kostnadseffektiv og velprøvd maskinløsning og samtidig en optimalisert produksjonsprosess.
Ettersom H-modellen har ekstra høyt skjæretrykk som ekstrautstyr, er løsningen basert på en KMT Pro 60 HP-pumpe som leverer 6200 bar vanntrykk. Det gir raskere bearbeiding og en jevnere skjæreoverflate i tykke materialer.
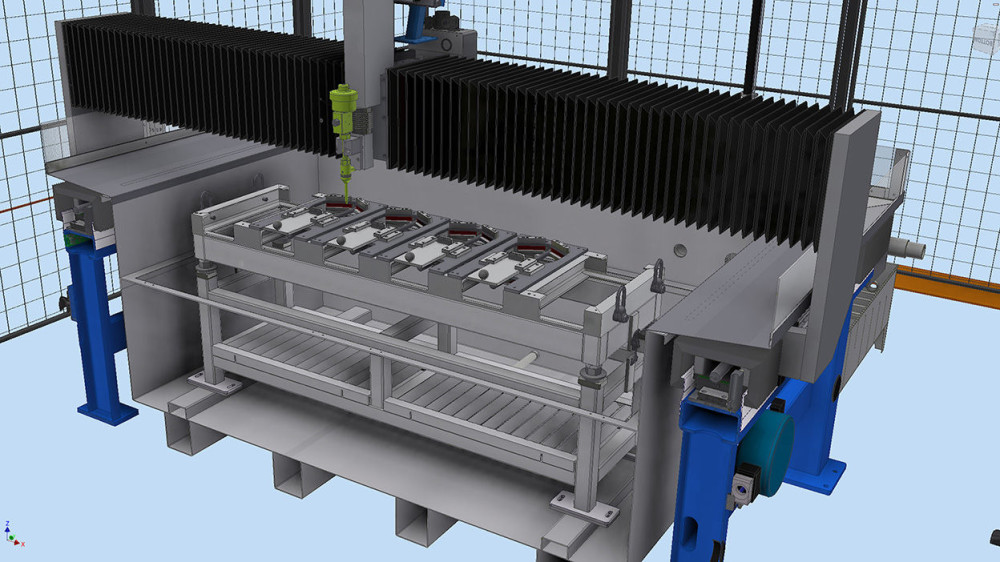
Unikt skjærebord med fiksturerSiden det innebærer bearbeiding av tykt materiale med trykk opp til 6200 bar, har maskinen også blitt utstyrt med ekstra sprutbeskyttelse på siden, og dysen har en forbedret spraybeskyttelse, noe som er ekstra viktig når du lager hull. Tanken har blitt utstyrt med et fikstursystem i tre deler; en fiksturbenk, en palettfikstur og materialholder.
Fiksturbenk - for maksimal stabilitet og repeterbarhet er koblet til bunnen av tanken, som er utstyrt med spesielle føtter for å gi fiksturen ekstra støtte.
Palettfikstur - for enkel løfting inn og ut av tanken er palettfiksturen konstruert med spesielle kjegleformede føringer. De gjør at fiksturen alltid kommer tilbake til startposisjonen.
Materialholdere - for en effektiv arbeidsflyt er materialholderne utformet for hurtig lasting og lossing mens de kan håndtere forskjellige diametre på sylindre.
For å tåle kontinuerlig slitasje av både vann og sand er den skreddersydde tanken og fiksturløsningen helt laget av rustfritt stål.
Enkel lasting og lossing- Takket være den skreddersydde tanken og den spesielle fiksturløsningen, har vår standard H-modell blitt en tilpasset arbeidsstasjon som er i stand til å utføre en veldig spesifikk produksjonsprosess, oppsummerer Tony Rydh, teknisk sjef og grunnlegger av Water Jet Sweden.
- Tanken og fikstursystemet er konstruert for enkel betjening og smidig lasting og lossing med en spesialisert gaffeltruck, forklarer Tony. Den robuste konstruksjonen tåler mange års skjæring i tøffe produksjonsmiljøer. Til slutt gir det en forbedret økonomi og nye muligheter i årene som kommer.
- Den enkleste måten å spare materiale på er å ikke sløse det bort, avslutter Tony Rydh.
For mer informasjon se: www.waterjetsweden.com